




Сверлильно-присадочные станки с ЧПУ
Выбрать по производителю
В наличии
новинка
 Китай
Китай 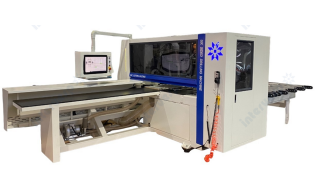
Сверлильно-присадочный станок с ЧПУ NDW1228 (3 головы)
Макс. длина заготовки, мм: 2800
Мин. длина заготовки, мм: 200
Макс. ширина заготовки, мм: 1200
Мин. ширина заготовки, мм: 50
Электрошпиндель, кВт: 5,5
Преимущества
- Наличие 3 сверлильных блоков:
- 12 вертикальных шпинделей • 8 горизонтальных шпинделей (2+2 по оси X и 2+2 по оси Y) • пазовальная пила
- 12 вертикальных шпинделей • 8 горизонтальных шпинделей (2+2 по оси X и 2+2 по оси Y) • пазовальная пила
- 9 вертикальных шпинделей
новинка
Китай 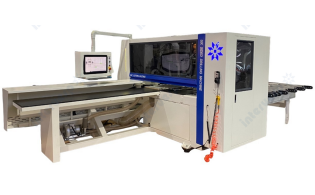
Сверлильно-присадочный станок с ЧПУ ND1228 (2 головы)
Макс. длина заготовки, мм: 2800
Мин. длина заготовки, мм: 200
Макс. ширина заготовки, мм: 1200
Мин. ширина заготовки, мм: 50
Электрошпиндель, кВт: 5,5
Преимущества
- Наличие 2 сверлильных блоков:
- 12 вертикальных шпинделей • 8 горизонтальных шпинделей (2+2 по оси X и 2+2 по оси Y) • пазовальная пила
- 9 вертикальных шпинделей
 Италия
Италия 
Сверлильный центр с ЧПУ morbidelli cx100
Макс. длина заготовки, мм: 3050
Мин. длина заготовки, мм: 200
Макс. ширина заготовки, мм: 900
Мин. ширина заготовки, мм: 70
Италия 
Сверлильный центр с ЧПУ morbidelli cx100 R
Макс. длина заготовки, мм: 3050
Мин. длина заготовки, мм: 200
Макс. ширина заготовки, мм: 900
Мин. ширина заготовки, мм: 70
Электрошпиндель, кВт: 5,5
Италия 

Сверлильный центр с ЧПУ morbidelli cx210
Макс. длина заготовки, мм: 3050
Мин. длина заготовки, мм: 200
Макс. ширина заготовки, мм: 1300
Мин. ширина заготовки, мм: 50
Италия 
Сверлильный центр с ЧПУ morbidelli cx220
Макс. длина заготовки, мм: 3050
Мин. длина заготовки, мм: 200
Макс. ширина заготовки, мм: 1300
Мин. ширина заготовки, мм: 50
Италия 
Универсальный сверлильно-присадочный станок с ЧПУ и пазовой пилой STARTECH CN PLUS F23L
Макс. длина обрабатываемой панели, мм: 3050
Мин. длина обрабатываемой панели, мм: 200
Макс. ширина обрабатываемой панели, мм: 900
Мин. ширина обрабатываемой панели, мм: 80
Италия 
Универсальный сверлильно-присадочный станок с ЧПУ и пазовой пилой STARTECH CN PLUS R F23L
Макс. длина обрабатываемой панели, мм: 3050
Мин. длина обрабатываемой панели, мм: 200
Макс. ширина обрабатываемой панели, мм: 900
Мин. ширина обрабатываемой панели, мм: 80
Преимущества
- Фрезерный электрошпиндель мощностью 5,5 кВт
Италия 
Универсальный сверлильно-присадочный станок с ЧПУ и пазовой пилой STARTECH CN PLUS
Макс. длина обрабатываемой панели, мм: 3050
Мин. длина обрабатываемой панели, мм: 200
Макс. ширина обрабатываемой панели, мм: 900
Мин. ширина обрабатываемой панели, мм: 80
Италия 
Универсальный сверлильно-присадочный станок с ЧПУ и пазовой пилой STARTECH CN V
Макс. длина обрабатываемой панели, мм: 3050
Мин. длина обрабатываемой панели, мм: 300
Макс. ширина обрабатываемой панели, мм: 800
Мин. ширина обрабатываемой панели, мм: 90
Италия 

Универсальный сверлильно-присадочный станок с ЧПУ и пазовой пилой STARTECH CN V F14
Макс. длина обрабатываемой панели, мм: 3050
Мин. длина обрабатываемой панели, мм: 300
Макс. ширина обрабатываемой панели, мм: 800
Мин. ширина обрабатываемой панели, мм: 90
Сверлильно-присадочные станки с ЧПУ
Фирмы по производству столярных станков разрабатывают, и довольно успешно, станки сверлильно-присадочного профиля. Теперь вы можете купить станок для крупного предприятия, которое занимается производством мебели. Это выгодная покупка независимо от количества поступающих заказов, так как станок позволяет выпускать качественную продукцию. Последние сверлильно-присадочные станки позволяют совершать сверление, фрезерование, делать выборку пазов. Благодаря установленной программе ЧПУ вы можете разрабатывать с помощью компьютера дизайн, а потом легко воплощать задумку в реальность.
Сегодня производить оригинальную мебель практически невозможно без высокотехнологичного оборудования. Вы можете с его помощью выполнять как сверление, так и установку деталей, фурнитуры. С помощью сверлильно-присадочного станка вы можете делать высокоскоростное горизонтальное и вертикальное сверление, забивать шканты, осуществлять облицовку дверей или других видов мебели.
Вы можете сами выбирать станок и режимы его работы. Есть станки, которые работают в проходном и возвратном режиме. Вы также можете купить те комплектующие, которые вам нужны, и дополнить станок новыми функциями. Так, покупая пильный агрегат, вы увеличиваете возможности станка.
Благодаря компьютерной системе управления, которая очень проста и удобна в использовании, вы можете программировать станок через внутреннюю сеть. Находясь на рабочем месте технолога, вы легко управляете станком.
Положительная черта станка – это быстрый переход даже на единичный заказ, что позволяет делать эксклюзивные вещи.
Смотрите также

Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос