




Современное оборудование для вашего производства
Деревообрабатывающее оборудование
Оборудование для производства мебели
Металлообрабатывающее оборудование
Деревообрабатывающий инструмент
Металлообрабатывающий инструмент
Гибочный инструмент (матрицы, пуансоны)
Запасные части для оборудования
Ручной инструмент VIRUTEX
Измерители влажности GANN
Б/У оборудование и инструмент
Наши услуги
Перечень всех услуг

Шлифовка (проточка) шкивов широколенточных пилорам
Оказываем услугу по проточке поверхности пильных колес (шкивов) ленточной пилорамы для широких ленточных пил (от 80мм и выше). После 5000-8000 часов работы ленточнопильного станка, происходит износ шкивов передней кромки. Соответственно, увеличивается выпуклость профиля шкива. Из этого следует, что середина пилы натягивается на шкив, а кромки пилы не натянуты. В итоге, при пилении волна, пила неустойчиво пилит, теряется производительность, падает объем напиленной продукции, качество, полезный выход.
ПРИЧИНЫ ПОЛОМОК
При пропиливании ленточной пилой бревна, пропил должен быть ровным. Если идёт волна и трещины на пиле, то есть несколько факторов:
- недовальцованная пила
- пила затупилась
- неправильная заточка по боковой грани
- износ профиля шкива
Причины появления вибрации:
- эксцентриситет пильных шкивов
- люфт или износ в подшипниковых узлах ленточной пилорамы
- не затянутые болты
- неправильно установленные стойки
- износ поверхности пильных шкивов и приводных ремней ленточной пилорамы
По мере износа поверхности пильных шкивов, необходимо их периодически протачивать. Пильные шкивы при изготовлении должны проходить статическую и динамическую балансировку. Шкивы должны быть выставлены в одной вертикальной плоскости и на одной горизонтали.
Причины появления трещин на ленточной пиле:
- неправильная заточка пазухи
- неправильная вальцовка
- выработка профиля шкива
- износ подшипников
- биение шкива

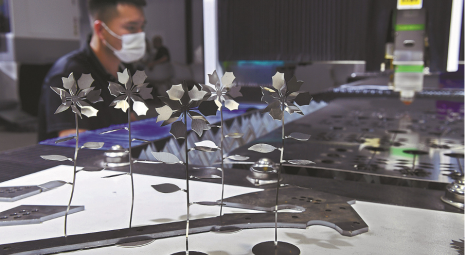
Услуги по шлифовке и заточке пробивных матриц и пуансонов
Шлифовка пробивных матриц и пуансонов - это процесс обработки металлических деталей, используемых в производстве изделий из листового металла. Пробивная матрица представляет собой металлический штамп, используемый для вырезки формы из листового металла. Пуансон - это специальный инструмент, предназначенный для пробивания отверстий в листовом металле.
Шлифовка пробивных матриц и пуансонов является важной частью производственного процесса по производству изделий из листового металла. Она позволяет улучшить точность и четкость вырезаемых форм и отверстий, а также увеличить срок службы пробивных матриц и пуансонов. Шлифовка может проводиться как вручную с использованием абразивных материалов, так и с помощью специальных станков для автоматической обработки.

Услуги по резке матриц и пуансонов на электроэрозионном станке
Резка матриц и пуансонов - это процесс обработки металлических деталей, используемых в производстве изделий из листового металла. При этом происходит разделение материала на части по заранее заданным формам и размерам с помощью режущего инструмента.
Для резки матриц и пуансонов применяются различные техники и инструменты, в зависимости от требований к производительности, точности резки, материалу пробивной матрицы и пуансона и других факторов. Одним из вариантов является ручная резка, которая выполняется с помощью специального режущего инструмента - ножниц, гильотины и т.д. Однако это метод требует большой физической нагрузки и не всегда обеспечивает высокую точность.
Более продвинутым вариантом резки является CNC-резка (Computer-numeric Control Cutting), которая выполняется автоматически с помощью станков с ЧПУ (числовым программным управлением). Она позволяет обеспечивать высокую точность и производительность, благодаря использованию специальных инструментов и точных программных настроек.

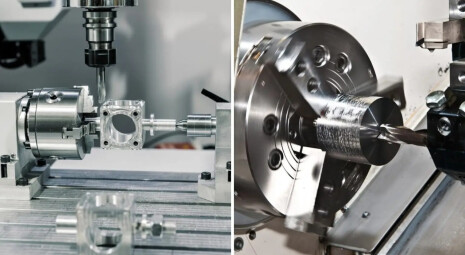
Услуги по расточке посадочных отверстий фрез
Расточка посадочных отверстий фрез – это процесс обработки, проводимый с целью создания точных и ровных посадочных отверстий для фрез.
Для расточки посадочных отверстий используется специальная операция - фрезерование. Она выполняется на фрезерных станках, оснащенных фрезами различных размеров и форм для получения необходимой геометрии отверстия. Режущий инструмент вращается с высокими скоростями, а деталь с крепится к столу станка и перемещается по программе заданным способом.
Перед началом процесса расточки необходимо точно запрограммировать станок на создание нужной геометрии отверстия. Для этого используются специальные программы, которые позволяют задать форму, размеры и точность отверстия.
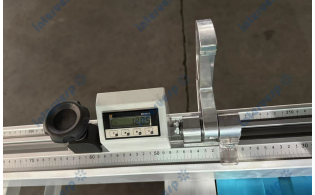
Кроме того, перед процессом расточки необходимо убедиться в правильности зажима детали на столе станка, а также провести необходимые измерения с помощью измерительных инструментов (например, микрометра), чтобы достичь максимальной точности и качества обработки.

Услуги по расточке посадочных отверстий дисковых пил
Расточка посадочных отверстий дисковых пил - это процесс обработки, используемый в производстве и обслуживании дисковых пил. Он выполняется для создания точных и ровных посадочных отверстий в дисковых пилах.
Для расточки посадочных отверстий дисковых пил используются специальные станки с ЧПУ и фрезы различных размеров и форм. Фрезерование выполняется с высокой точностью и производительностью, благодаря использованию специальных режущих инструментов и точных программных настроек.
Перед началом процесса расточки необходимо точно запрограммировать станок на создание нужной геометрии отверстия, обеспечить точный зажим диска на станке и проверить его на отсутствие изгибов и деформаций. Для достижения максимальной точности и качества обработки могут быть использованы дополнительные методы контроля, такие как измерение размеров и формы отверстия с помощью измерительных инструментов.
Важно отметить, что расточка посадочных отверстий дисковых пил является сложным и ответственным процессом, который требует высокой квалификации и опыта работы на станках с ЧПУ.

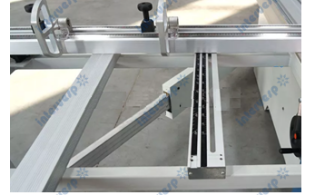
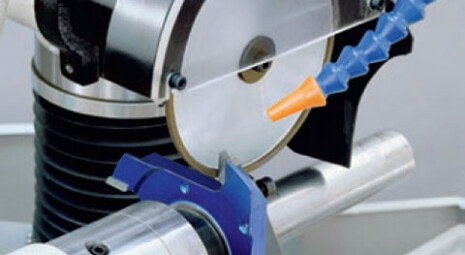
Услуги по проточке шкивов ленточных пилорам
Проточка шкивов ленточных пилорам — это процесс, который используется для восстановления диаметра шкива и восстановления его геометрической формы. Шкивы на ленточных пилорамах имеют важное значение для правильного функционирования пилорамы, так как они обеспечивают правильное направление движения пильной ленты. Если шкивы не настроены должным образом, это может привести к повреждению ленточной пилы, снижению качества реза и уменьшению производительности пилорамы.
Процесс проточки шкивов включает в себя шлифовку специальном станке с ЧПУ. Шлифовальный круг, согласно программе станка, проходит по поверхности шкива, удаляя при этом неровности и восстанавливая геометрическую форму.
Проточка шкивов должна проводиться регулярно, по мере необходимости, чтобы обеспечить правильную работу пилорамы и предотвратить возможные проблемы, связанные с повреждением ленты.
В заключение, проточка шкивов ленточных пилорам – это важный процесс, который помогает обеспечить правильную работу пилорамы и предотвратить возможные проблемы, связанные с повреждением ленточной пилы. Если вы не уверены, как правильно провести процесс проточки шкива, лучше обратиться к специалистам ООО «Интервесп», которые помогут вам выполнить эту задачу правильно и безопасно.

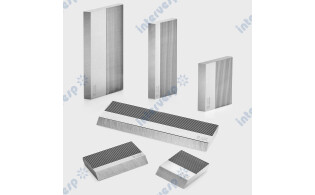
Профилирование бланкетных ножей
Профилирование ножевых заготовок (бланкет) – это процесс создания формы и контура лезвия, который определяет его функциональные свойства и эстетический вид. Этот процесс важен для изготовления качественных ножей, поскольку он влияет на их конечное качество и функциональность.
Профилирование бланкет может быть выполнено различными способами, в зависимости от используемых инструментов и технологий. В основе процесса лежит удаление избыточного материала с поверхности заготовки, чтобы создать определенный контур лезвия.
Один из наиболее распространенных способов профилирования – это ручная работа с помощью шлифовальных инструментов, таких как шлифовальные камни, наждачные бумаги и полировочные составы. Этот метод требует опыта и навыков, а также может занимать много времени и усилий.
Современные технологии позволяют автоматизировать процесс профилирования с использованием компьютерного управления и механических инструментов. Это позволяет повысить точность и скорость процесса, а также повысить качество конечного изделия.
Одним из факторов, влияющих на качество профилирования ножевых заготовок, является выбор материала. Различные материалы имеют разные свойства, которые могут влиять на процесс профилирования и конечное качество изделия. Например, некоторые материалы могут быть более твердыми и сложными для обработки, а другие могут иметь более высокую степень коррозии.
ООО «Интервесп» использует только качественные бланкеты европейского производителя ILMA (Италия). Профилируем ножевые заготовки (бланкеты) на электроэрозионном станке с ЧПУ, который гарантирует высокую точность, качество.

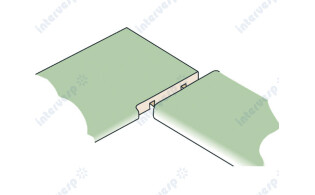
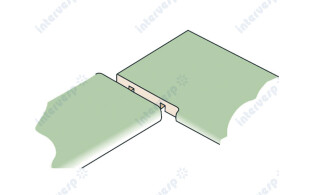
Изготовление переходных втулок и межпильных колец
Процесс изготовления переходных втулок и межпильных колец может варьироваться в зависимости от типа материала, который используется для их изготовления. Для изготовления переходных втулок и колец используются множество различных материалов, включая сталь, нержавеющую сталь, алюминий, латунь, медь и даже пластик.
Ниже представлены общие шаги процесса изготовления переходных втулок и колец:
Измерьте диаметры элементов, которые нужно соединить. Это позволит определить размеры переходной втулки.
Выберите подходящий материал для изготовления. Это может варьироваться в зависимости от требований к прочности, коррозионной стойкости и других факторов.
Разработайте чертеж переходной втулки или дистанционного кольца с учетом размеров элементов, которые нужно соединить.
Выберите метод изготовления. Это может быть обработка на токарном станке, фрезерование или 3D-печать.
Обработайте материал в соответствии с разработанным чертежом. Если используется токарный станок, установите соответствующие насадки и инструменты для обработки материала.
Проверьте качество изготовленной втулки, убедившись, что она соответствует размерам, требованиям к прочности и другим параметрам.
При изготовлении переходных втулок и межпильных колец следует учитывать, что процесс является сложным и может требовать опыта и профессиональных навыков. Если у вас нет необходимого опыта и оборудования, лучше обратиться в ООО «Интервесп».

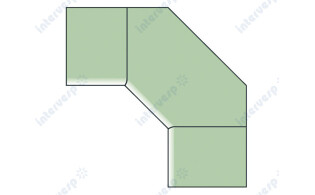
Изготовление нестандартных деталей и узлов
Изготовление нестандартных деталей и узлов – это важный этап в производстве многих промышленных изделий. Нестандартные детали и узлы часто нужны, когда стандартные решения не подходят или не эффективны для решения конкретных задач. В этой статье мы расскажем, как происходит изготовление нестандартных деталей и узлов, какие материалы используются и какие проблемы могут возникнуть.
Изготовление нестандартных деталей и узлов – это процесс, который требует высокой квалификации и опыта от инженеров и технологов. Они должны знать особенности материалов, методы обработки и способы соединения деталей. Для этого часто используются различные технологии и оборудование, которые позволяют создавать детали и узлы разной сложности.
Одним из самых распространенных методов изготовления нестандартных деталей является токарная обработка. Она позволяет создавать детали с различными формами и размерами, используя различные типы материалов. В зависимости от конкретной задачи, инженеры выбирают соответствующую технологию и материалы для изготовления деталей.
Другой метод, который часто используется для изготовления нестандартных деталей и узлов, это лазерная резка. Она позволяет создавать детали с высокой точностью и скоростью, используя различные типы материалов, такие как металлы, пластмассы и т.д. Также используются методы электроэрозионной обработки, гибкие формовочные технологии, 3D-печать и многие другие.
Однако, процесс изготовления нестандартных деталей и узлов может столкнуться с различными проблемами, такими как несовместимость материалов, сложность соединения деталей и т.д. Для решения этих проблем необходимо применять современные методы и технологии, а также иметь достаточный опыт и квалификацию.
Если у вас нет необходимого опыта и оборудования, лучше обратиться в ООО «Интервесп».
Перечень всех услуг
Оборудование на складе
В наличии
 Китай
Китай 
Автоматический пресс для сращивания PSK-3100A
Макс. длина прессуемой заготовки, мм: 3100
Макс. ширина прессуемой заготовки, мм: 150
Высота прессуемой заготовки, мм: 10...80
В наличии
 Италия
Италия 
Фуговальный станок minimax f52es
Полезная рабочая ширина, мм: 520
Диаметр ножевого вала, мм:: 120
Тип вала: 4х ножевой/Xylent
Мощность двигателя, кВт: 7/9
В наличии
хит продаж
Китай 


Шипорезный станок для торцевого сращивания со встроенным клеенаносящим узлом MXB3515B (TSK 15 AP)
Макс. ширина обрабатываемого пакета заготовок, мм: 450
Макс. толщина заготовки, мм: 150
Преимущества
- Клеенаносящий узел
В наличии
хит продаж
Китай 


Шипорезный станок для торцевого сращивания MXB 3515C (TSK 15 P)
Макс. ширина обрабатываемого пакета заготовок, мм: 450
Макс. толщина заготовки, мм: 150
В наличии
 Тайвань
Тайвань 

Станок для изготовления шкантов CF-18
Диаметры производимых шкантов, мм: 6-18
Минимальная длина заготовки, мм: 200
В наличии
новинка
Китай 
Четырехсторонний станок QMB 620 AT
Количество шпинделей, шт: 6
Ширина заготовки, мм: 20-200
Толщина заготовки, мм: 8-125
Преимущества
- Станина из цельнолитого серого чугуна
- Бесступенчатая регулировка скорости подачи
- Высокоточные динамические сбалансирован-ные шпиндели
В наличии
хит продаж
Китай 
Торцовочный станок мод. MJ-2460
Мощность двигателя, кВт: 7,5
Диаметр пильного диска, мм: 610
Преимущества
- Привод подъема пильного диска при помощи пневматики
В наличии
хит продаж
Китай 
Торцовочный станок мод. MJ-2445
Мощность двигателя, кВт: 5,5
Диаметр пильного диска, мм: 450
Преимущества
- Привод подъема пильного диска при помощи пневматики
В наличии
хит продаж
Италия 







Сверлильно-присадочный станок HD 21
Количество шпинделей, шт: 21
Межосевое расстояние между шпинделями, мм: 32
Преимущества
- малая занимаемая площадь 1,0 кв.м.
- в два раза быстрее, чем ручной сверлильный станок
В наличии
новинка
Китай 
Форматно-раскроечный станок ТТ-1600
Длина каретка, мм: 1600
Основная пила, мм: 300
Высота пропила, мм: 80
Мощность двигателя основной пилы, кВт: 4.0
Преимущества
- механические настройки: всегда точное и простое применение
- ручная регулировка подрезной и основной пилы: простота и эффективность
В наличии
Китай 

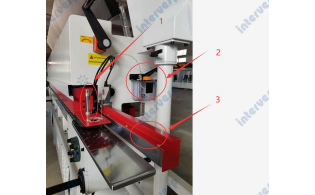

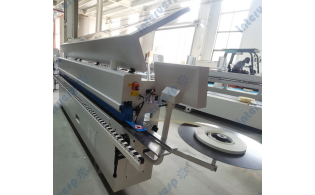

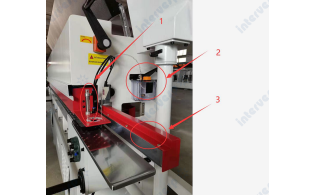
Автоматический кромкооблицовочный станок IMC-308TR
Скорость подачи, м/мин: 8/12/16
Толщина детали, мм: 10-45
Тип клея: EVA
Габариты станка, мм: 3950x780x1420
Преимущества
- прифуговочный узел
- клеевой узел
- торцовочный узел
- узел снятие свесов
- узел обгонки угла (одномоторный)
- узел циклевки
- узел полировки
В наличии
Китай 
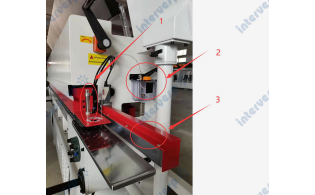

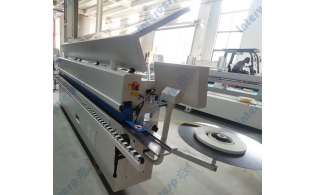

Автоматический кромкооблицовочный станок IMC-308T
Скорость подачи, м/мин: 8/12/16
Толщина детали, мм: 10-45
Тип клея: EVA
Габариты станка, мм: 3950x780x1420
Преимущества
- прифуговочный узел
- клеевой узел
- торцовочный узел
- узел снятие свесов
- узел обгонки угла (одномоторный)
- узел циклевки
- узел полировки
В наличии
хит продаж
Китай 







Форматно-раскроечный станок H45E
Длина каретка, мм: 3100
Основная пила, мм: 350
Высота пропила, мм: 100
Мощность двигателя основной пилы, кВт: 5,5
Преимущества
- механические настройки: всегда точное и простое применение
- ручная регулировка подрезной и основной пилы: простота и эффективность
- внутренняя структура станка использует международную конфигурацию линейных направляющих, работа стабильна и надежна
- сверхпрочный многопустотный подвижный стол из алюминиевого сплава, материал поставляется от известных поставщиков, а тонкая обработка оксидированием обеспечивает длительный ресурс эксплуатации
- основные детали и компоненты, такие как главный и вспомогательный пильные валы, обрабатываются на станках с ЧПУ, а подшипники пильного вала - это все всемирно известные импортные бренды
В наличии
хит продаж
Китай 





Форматно-раскроечный станок ELE6132
Длина каретка, мм: 3200
Основная пила, мм: 300
Высота пропила, мм: 78
Мощность двигателя основной пилы, кВт: 5,5
Преимущества
- механические настройки: всегда точное и простое применение
- ручная регулировка подрезной и основной пилы: простота и эффективность
- внутренняя структура станка использует международную конфигурацию линейных направляющих, работа стабильна и надежна
- сверхпрочный многопустотный подвижный стол из алюминиевого сплава, материал поставляется от известных поставщиков, а тонкая обработка оксидированием обеспечивает длительный ресурс эксплуатации
- основные детали и компоненты, такие как главный и вспомогательный пильные валы, обрабатываются на станках с ЧПУ, а подшипники пильного вала - это все всемирно известные импортные бренды
В наличии
Китай 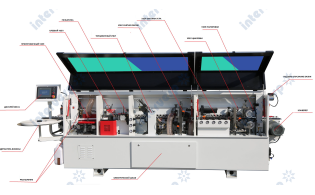


Автоматический кромкооблицовочный станок TT-308DSA
Скорость подачи, м/мин: 8/12/16
Толщина детали, мм: 10-45
Тип клея: EVA
Габариты станка, мм: 3950x780x1420
Преимущества
- прифуговочный узел
- клеевой узел
- торцовочный узел
- узел снятие свесов
- узел обгонки угла (одномоторный)
- узел циклевки
- узел полировки
В наличии
новинка
Китай 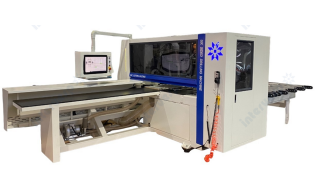
Сверлильно-присадочный станок с ЧПУ NDW1228 (3 головы)
Макс. длина заготовки, мм: 2800
Мин. длина заготовки, мм: 200
Макс. ширина заготовки, мм: 1200
Мин. ширина заготовки, мм: 50
Электрошпиндель, кВт: 5,5
Преимущества
- Наличие 3 сверлильных блоков:
- 12 вертикальных шпинделей • 8 горизонтальных шпинделей (2+2 по оси X и 2+2 по оси Y) • пазовальная пила
- 12 вертикальных шпинделей • 8 горизонтальных шпинделей (2+2 по оси X и 2+2 по оси Y) • пазовальная пила
- 9 вертикальных шпинделей
В наличии
хит продаж
в пути
Китай 






Листогиб гидравлический серии с ЧПУ IMC 135T/3200 4+1 оси
Усилие 135 тонн:
Длина гиба 3200мм:
ЧПУ 2D-графика, 3D-моделирование и симуляция;:
4+1 оси управления ЧПУ (больше осей опционально):
В наличии
хит продаж
в пути
Китай 

Листогиб гидравлический серии WAD с ЧПУ Delem WAD-135T/3200 4+1 оси
135 тонн:
3200:
ЧПУ Delem 53t с 2D графикой:
4+1 оси управления ЧПУ:
Преимущества
- Траверса и гидравлические цилиндры пресса изготовлены из нормализованной стали, а их рабочие поверхности подвергнуты высокоточной механической обработке; •Перемещение траверсы обеспечено по направляющим с антифрикционным покрытием рабочих поверхностей
- Фрезеровка станины на обрабатывающем центре с ЧПУ за один установ, что обеспечивает параллельность и вертикальность каждой монтажной поверхности.
- Высокая точность (±0,01 мм) параллельности хода траверсы (синхронизация работы гидроцилиндров) автоматически контролируется системой ЧПУ по осям Y1, Y2 через пропорциональные гидравлические серво клапана, причем контроль осуществляется непосредственно в процессе гибки
В наличии
Китай 


Станок лазерной сварки RTH-W2000 3в1 (2кВт)
Лазерный источник: IPG/Raycus/MAX
Мощность: 2 кВт
В наличии
хит продаж
в пути
Китай 


Вертикально-фрезерный обрабатывающий центр с ЧПУ VMC1160
Рабочий стол: 1200х600
Максимальная нагрузка на стол: 800 кг
X/Y/Z перемещение по осям: 1100/600/600 мм
Преимущества
- высокоскоростные линейные направляющие качения
- шпиндель с жестким цельнолитым корпусом
- быстродействующая система автоматической смены инструмента
В наличии
хит продаж
в пути
Китай 


Вертикально-фрезерный обрабатывающий центр с ЧПУ VMC 855
Рабочий стол: 1000х550
Максимальная нагрузка на стол: 500 кг
X/Y/Z перемещение по осям: 800/550/550 мм
Преимущества
- высокоскоростные линейные направляющие качения
- шпиндель с жестким цельнолитым корпусом
- быстродействующая система автоматической смены инструмента
В наличии
Китай 


Станок лазерной резки листового металла RT3015A
Рабочий стол: 1500х3000мм
Источник лазерной резки: Raycus, MAXphotonics (КНР), IPG (РФ-США)
Мощность источника лазерной резки: 1500, 2000 Вт
Ускорение: 1,1 G
Преимущества
- Надежная современная модель
- Низкая цена
- Высококачественные комплетующие
В наличии
хит продаж
Китай 

KD500ZL электроэрозионный станок с ЧПУ
Оси X×Y×Z перемещение: 400×500×300мм
Рабочий стол: 520×800мм
В наличии
хит продаж
Китай 



Станок лазерной резки листового металла RT3015H
Рабочий стол: 3000х1500 мм
Лазерный источник: IPG (РФ) /RAYCUS/MAXphotonics (КНР)
Мощность лазерного источника: 1000-12000 Вт
Ускорение: 1,4 G
В наличии
хит продаж
новинка
 Беларусь
Беларусь 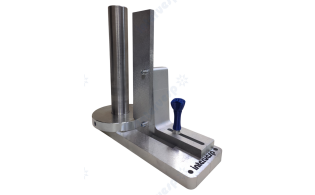



В наличии
хит продаж
 Испания
Испания 

В наличии
хит продаж
Испания 


В наличии
хит продаж
Испания 



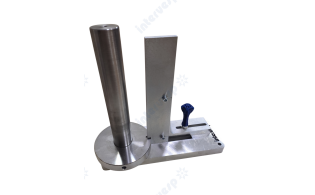
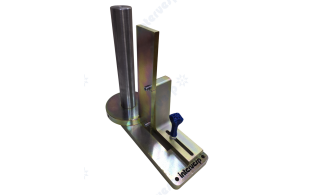
Комплект ручной PT81U
Толщина материала:: 0 - 46 mm
Максимальная нагрузка на одну рукоятку:: 70 Kg
Вес:: 0,5 Kg
В наличии
хит продаж
Испания 



Базовый пневматический модуль SVN250
Усилие прижима при 6 Атм:: 800 gr/cm2 a 6 bar
Рабочее давление:: 5,5 - 7 bar
Расход воздуха при 5,5 Атм:: 28 l/min
Рабочая поверхность:: 150 x 150 mm
Габаритные размеры:: 160 x 22 x 200 mm
Вес:: 325 gr
В наличии
хит продаж
Италия 

В наличии
хит продаж
Испания 






В наличии
хит продаж
новинка
Италия 

Товаров не найдено
В наличии
хит продаж
Китай 



В наличии
новинка
Китай 
В наличии
новинка
Китай 
В наличии
новинка
Китай 
В наличии
новинка
Китай 
В наличии
новинка
Китай 
В наличии
новинка
Китай 
В наличии
новинка
Китай 
Товаров не найдено
КОМПАНИЯ
О компании

Продажа деревообрабатывающих и металлообрабатывающих станков
Наша компания является одним из самых крупных поставщиков деревообрабатывающих и металлообрабатывающих станков не только в Минске, но и во всей Беларуси. Мы занимаемся не только их продажей, но и полным спектром услуг, связанных с этой деятельностью: инжиниринг, автоматизация процессов, пуско-наладочные работы, обучение операторов, продажа запчастей. Компания «Интервесп» может предложить оборудование практически всех видов и типов. Вся наша продукция отвечает существующим стандартам качества и нормам техники безопасности. Если Вам необходимо правильно подобрать станки для металло- или деревообработки, наши специалисты найдут правильные технические решения и предложат необходимое вам оборудование с учетом технологий изготовления, рентабельности и производительности. Мы гарантируем надежность предлагаемой нами продукции.
Работа с только проверенными и надежными поставщиками позволила добиться высочайшего качества предлагаемой нами продукции. Мы поможем сделать оптимальный выбор станков для вашего производства, учитывая специфику технологического процесса и ваши пожелания, а также дадим рекомендации по использованию инструмента. Также большую часть каталога можно найти в нашем шоу-руме в Минске.
Мы сотрудничаем с мировыми брендами, такими как SCM, Mebor, Bomar, Sahinler, RAYTU LASER, GOLDEN LASER, Cansa Makina, BUP Utensili, STARK, GOPOL, FIRST, ILMA, TIGRA и еще несколькими десятками. Посмотреть всех можно тут. Мы предлагаем станки из более 200 различных отраслей. Наибольшим спросом пользуются четырехсторонние станки, ленточные пилорамы, сушильные камеры для древесины, фрезерные станки по дереву, форматно-раскроечные, кромкооблицовочные, ленточнопильные по металлу, токарные станки, трубогибы, листогибы и много другого оборудования. Со всем списком можно ознакомиться в нашем каталоге.

2007 год основания
1000+ позиций товаров
40+ квалифицированных специалистов
5000+ заключенных контрактов

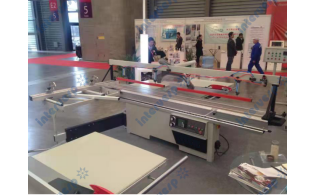
Действующие производства с оборудованием от Интервесп
ООО "ИНТЕРВЕСП" поставляет оборудование для деревообработки, металлообработки, а также режущий инструмент и вспомогательный инструмент по всей Беларуси.
Наши бренды
Перечень всех брендов
































































































Новости компании
Смотреть все новости







Референции
Смотреть все референции














Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос