




Механизация и автоматизация лазерных станков
Выбрать по производителю
Выбрать по стране
новинка
 Китай
Китай 

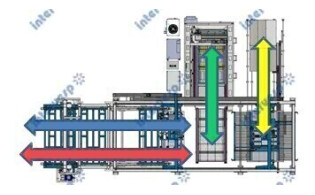
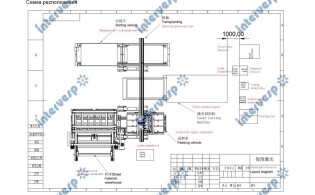


Автоматическое погрузочное и разгрузочное устройство 1500кг 3000*1500 25мм + магазин для хранения с 8 слоями ARW3015-8 (3 тонны на слой)RTF1000-3015
Диапазон нагрузки: 3000мм *1500мм
Количество слоев: 8 полок
Максимальный вес каждого слоя: 3Т
Высота одного слоя: 340мм
Диапазон толщины пластин: 0,8-25 мм
Габаритные размеры: 8550*4620*4710мм
Общий вес машины: Примерно 8500-9000 кг
Китай 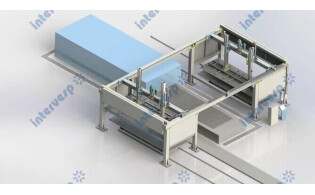
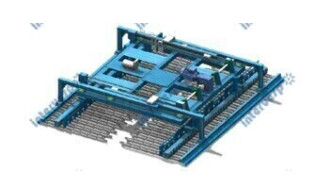
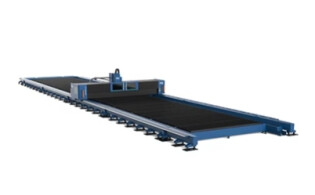
RTF1000-6020 Двойная стержневая конструкция для загрузки и выгрузки 1 тонны листа 6000*2000
Диапазон нагрузки: 6000мм *2000мм
Грузоподъемность листа: 1Т
Китай 

Магазин ARW3015-8 (3 тонны листа 3000*1500 на один ярус)
Диапазон нагрузки: 3000мм *1500мм
Грузоподъемность листа: 3Т
количество ярусов загрузки: 8
Китай 

Магазин ARW4020-8 (загрузка каждого уровня 3 тонны листового материала 4000*2000)
Диапазон нагрузки: 4000мм *2000мм
Грузоподъемность листа: 3Т
количество ярусов загрузки: 8
Китай 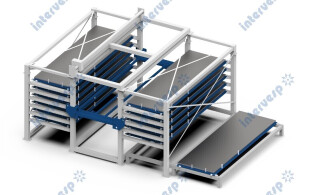

Магазин с двумя башнями хранения листового металла 2ARW3015-8
Диапазон нагрузки: 3000мм *1500мм
Грузоподъемность листа: 3Т
количество ярусов загрузки: 8
количество башень хранения: 2
Китай 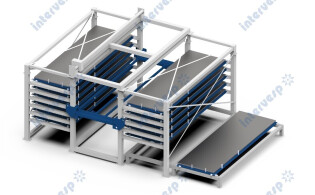

Магазин с двумя башнями хранения листового металла 2ARW4020-8
Диапазон нагрузки: 4000мм *2000мм
Грузоподъемность листа: 3Т
количество ярусов загрузки: 8
количество башень хранения: 2
Китай 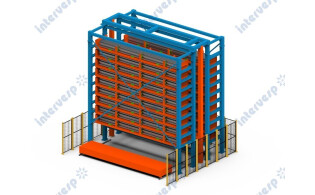

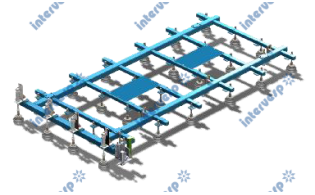
Длиннопролётный магазин для хранения листового металла,труб, прутковых материалов, двутавровых балок 2 ATW6015-8
Диапазон нагрузки: 6000мм *1500мм
Длина труб: 6000мм
Грузоподъемность полки: 3Т
Китай 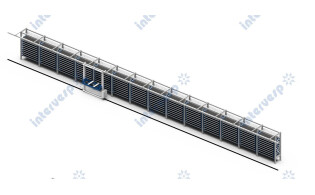

Длиннопролётный магазин для хранения листового труб, прутковых материалов, двутавровых балок AMCW
Длина труб: 6000мм - 12000мм
Китай 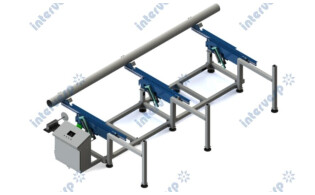

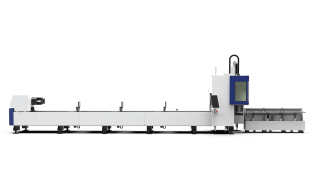
Полуавтоматическая система загрузки труб AT
Длина труб: 6000мм - 12000мм
Диаметр труб: 20-120мм
Максимальный вес труб: 150кг
Максимальная нагрузка на систему: 3000 кг
Китай 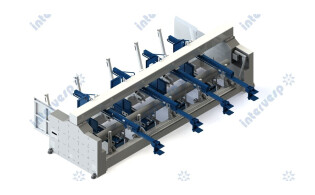
Автоматическая система загрузки труб ATС
Длина труб: 3000мм - 6000мм
Диаметр труб: 20-220мм
Максимальный вес труб: 500кг
Максимальная нагрузка на систему: 3000 кг
новинка
Китай 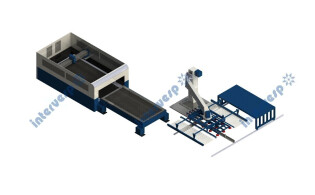


Автоматическая загрузка и разгрузка до 200 кг листа 3000*1500 в пределах 6 мм RLC200-3015
Диапазон нагрузки: 3000мм *1500мм
Максимальный вес заготовки: до 200 кг
Толщина листа: до 6мм
Угол поворота: 180 град
Количество вакуумных присосок: 30
новинка
Китай 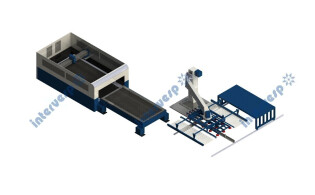


Автоматическая загрузка и разгрузка в пределах 12 мм от листа 3000*1500 с нагрузкой до 400 кг RLC400-3015
Диапазон нагрузки: 3000мм *1500мм
Максимальный вес заготовки: до 400 кг
Толщина листа: до 12 мм
Угол поворота: 180 град
Количество вакуумных присосок: 30
В данном разделе представлены решения для механизации и автоматизации процессов резки металла с использованием лазерных станков — такие как ленточные и цепные транспортеры, рольганги, роликовые и воздушные столы, гидравлические подъемные платформы, а также системы автоматической подачи и выгрузки листового металла. Эти механизмы позволяют организовать единый производственный поток: от материала до готовой детали — и тем самым значительно повысить эффективность и экономичность производства.
Назначение и основные задачи
Подача сырьевого листового металла на станок лазерной резки и удаление обработанных деталей без участия оператора. Автоматизация этих операций становится критичной из-за роста скорости резки и уменьшения партий производства.
Поддержка непрерывности работы станка: пока один лист режется, другой может быть загружен, или готовые детали разгружены — минимизация простоев.
Организация накопления сырья и готовой продукции: поддоны, накопители, рольганговые системы позволяют выстроить очередь работы и разгрузки, оптимизируя использование производственного времени.
Повышение безопасности труда и качества обработки: автоматические системы уменьшают ручной труд, риск повреждения материала и станка, обеспечивают более стабильные условия обработки.
Преимущества внедрения
Значительное повышение производительности: автоматические загрузочно-выгрузочные системы позволяют увеличить время загрузки-выгрузки до порядка минуты или даже меньше при подходящей конфигурации.
Снижение трудозатрат и оптимизация работы персонала: вместо ручной подачи и выгрузки оператор может контролировать процесс и переключаться на более квалифицированные задачи.
Повышенная гибкость производства: современные системы способны работать с различной толщиной и форматом листов, автоматически распознавать параметры, сортировать материалы по толщине или состоянию.
Улучшенная компоновка производственного пространства: интеграция транспортеров, накопителей и автоматических столов позволяет оптимально использовать площадь цеха и сократить промежуточные логистические операции.
Увеличение коэффициента использования оборудования: за счёт минимизации простоев, когда станок ожидал загрузку или выгрузку.
Как функционируют такие системы
Сырьевой лист размещается на загрузочном устройстве (роликовый или воздушный стол, конвейер) и подаётся к зоне резки автоматически.
При необходимости лист может быть захвачен транспортным механизмом — тележкой, вакуумными захватами или грейфером — и точно размещён на рабочем столе станка.
После завершения резки готовый лист (или детали + скелет) перемещается с рабочего стола: либо на разгрузочный накопитель, либо на рольганг/конвейер для последующей обработки или складирования.
Накопители и поддоны обеспечивают автоматическое позиционирование материала и готовой продукции, иногда с сортировкой деталей, удалением скелета и подготовкой к дальнейшей операции.
Управляющее программное обеспечение координирует процесс: выбирает лист, запускает станок, контролирует выгрузку и загрузку и взаимодействует с ERP/MES-системой производства.
Рекомендации по внедрению
Определите диапазон листов — формат, толщину, массу — и продумайте транспортные пути: от подачи сырья до вывода готовой продукции.
Убедитесь, что подача/выгрузка происходит параллельно с работой станка (по возможности) — чтобы станок не простаивал.
Проектируйте накопители сырья и готовой продукции с объёмом, соответствующим планируемым заказам и режиму работы (односменный, многосменный, круглосуточный).
Интегрируйте систему автоматики с управлением станка и производственным планированием — это повысит эффективность и снизит ручные ошибки.
Обеспечьте безопасную рабочую зону: автоматический механизм должен включать датчики положения, контроля массы, защиты от столкновений и аварийных остановок.
Планируйте обслуживание и эксплуатацию: автоматические загрузчики и транспортеры требуют технического обслуживания — регулярная проверка, очистка, смазка важных узлов.
Смотрите также




Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос