




Оборудование для производства воздуховодов
Выбрать по стране
 Китай
Китай 












Спирально навивной станок YSD-80/1500
Диапазон диаметров, мм: 85-1500
Толщина металла, мм: 0,4-1,2
Ширина ленты, мм: 124/137
Китай 


Станок для производства спиральных воздуховодов 1500D
Обрабатываемые трубы диаметром ,мм: 80-1500
Скорость обработки,м/мин: 1-38
Мощность двигателя, кВт: 5,5
Толщина обработки, мм: 0.4-1.0/1.2
Преимущества
- Высокоскоростной метод резки, высокая точность диаметра
- Надежная герметизация
- стабильная производительность.
Китай 
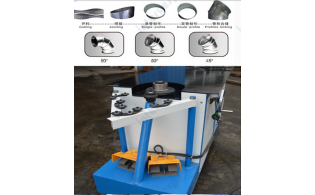
Станок для производства коленчатых круглых воздуховодов
Толщина обработки листа до,мм: 1,2
Диапазон диаметров труб,мм: 100-1000
Скорость производства,м/мин: 8
Угол, град.: 45,60,90
Китай 


Автоматическая линия по производству воздуховодов RB-3-1300
Толщина обработки, мм: 0,5-1,2
Ширина обработки, мм: 1300
Общая мощность, кВт: 10
Преимущества
- Тайваньская линейная направляющая Hiwin
- Тайваньская система ЧПУ Delta
- Японская система ЧПУ Mitsubishi
- Электрическая система Schneider
Китай 
Станок тоннельной сборки воздуховодов RBHF-1
Толщина обработки, мм: 0,5-1
Мин. Диаметр воздуховода,мм: 100х100
Макс. скорость подачи, м/мин: 15
Китай 



Автоматическая линия по производству воздуховодов RB-2-1300
Толщина обработки, мм: 0,5-1,2
Ширина обработки, мм: 1300/1600
Общая мощность, кВт: 10
Преимущества
- Тайваньская линейная направляющая Hiwin
- Система ЧПУ Siemens+Электрическая система Schneider
- Гидравлическая система Тайвань
- Кодер Omron Япония
Китай 

Станок пневматический для складывания квадратных воздуховодов
Максимальная толщина обработки, мм: 1,5
Угол изгиба, гр: 90
Рабочее давление, МПа: 0,6
Китай 

Станок электрический для складывания квадратных воздуховодов
Максимальная толщина обработки, мм: 1,5
Минимальный угол изгиба, гр: 80
Рабочее давление, МПа: 0,6
Китай 
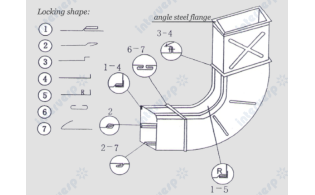

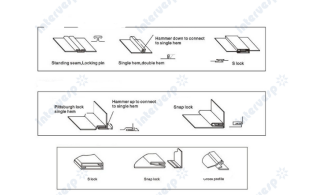

Фальцепрокатный станок SA-12HB/15HB
Толщина обработки, мм: 0,4-1,5
Количество замков, шт: 7
Преимущества
- Это многофункциональный станок, в основном используемый для соединения воздуховодов.
- Может отвечать требованиям различных форм изготовления воздуховодов.
- Все шестерни, валы и ролики изготовлены из высококачественной стали после строгой термической обработки, чтобы обеспечить долговечность
Выпуск качественных воздуховодов возможен только в том случае, если производство ведется на современном оборудовании.
Основными элементами оборудования для производства воздуховодов выступают станки для гибки и раскроя металлических листов. Как правило, это – вальцы, гильотины, спирально навивные станки и т.д. Для криволинейного раскроя металла под изготовление коммуникаций нестандартной формы потребуются линии лазерной резки.
Если производство выпускает воздуховоды прямоугольного сечения, для них потребуется приобрести специальные листогибы или автоматические линии с гидравлическим принципом действия. С ее помощью удастся выполнить работу под ключ – от гибки листа до отрезки уже готового изделия. Круглые воздуховоды диаметром до 2500мм изготавливают на спирально-навивных станках. Если необходимо выпустить фасонное изделие, потребуются валковые машины, сварочное оборудование, зигмашины или оборудование для сборки сегментных отводов. Приобретение и использование полного комплекта оборудования – залог высокой производительности работы и качества готовых конструкций.
Соединение фрагментов вентиляционной системы осуществляется с применением так называемых фасонных изделий. Благодаря такому техническому решению удается проложить коммуникации в помещениях с любой планировкой, сделав их малозаметными и компактными, насколько позволяет конструкция. Учитывая назначение фасонных изделий, к ним применяется ряд серьезных требований в вопросах качества и герметичности. Добиться требуемых параметров позволяет использование профессионального оборудования для изготовления соединительных элементов и фасонных изделий.
Процесс производства фасонных элементов состоит из нескольких последовательных операций: раскрой листа, вальцовка, сварка конструкции и сборка изделия. В качестве основного рабочего оборудования используют гильотинные станки, вальцовочные машины, устройства точечной сварки, зигмашины, фальцеосадочные и фальцепрокатные станки, устройства для сборки сегментных отводов. Большинство моделей отличаются компактностью и мобильностью, что позволяет перемещать их и подключать в работу непосредственно на месте монтажа вентиляционных систем.
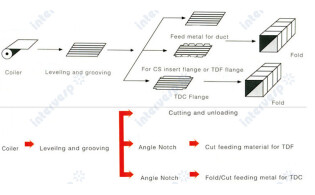
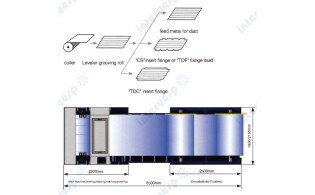
Основной элемент технологической линии производства воздуховодов – спирально-навивной станок. Его главная задача – производство прямых участков вентиляции, без соединительных и прочих сложных элементов.
В задачи спирально-навивного станка входит одновременно несколько рабочих операций: размотка рулона листового металла, выпрямление листов, формование замка с помощью роликов. Последняя операция имеет особое значение – именно замок обеспечивает плотное соединение краев листа в процессе навивки трубопровода. Непосредственно навивка представляет собой формование заготовки с одновременным закрытием замка по краю листа. Готовый воздуховод нарезается на отрезки согласно заданным параметрам.
Прямоугольные воздуховоды универсальны и пригодны для установки в помещениях любого типа и планировки. Это во многом определило их популярность наряду с компактными размерами и высокой функциональностью. При условии профессионального изготовления на высококачественном оборудовании данные коммуникации гарантированно продемонстрируют продолжительный срок службы.
Технологии производства воздуховодов прямоугольного сечения
Воздуховоды прямоугольного и квадратного сечения часто используются для обустройства систем вентиляции и могут изготавливаться как с применением сварки или пайки, так и с использованием механического замка. Сама технология производства воздуховодов прямоугольного сечения достаточно проста и состоит из нескольких этапов:
- Вначале выполняют раскрой листа металла по развертке готового изделия;
- Затем готовая заготовка гнется на листогибочном станке до придания требуемой формы;
- Производится заделка стыков либо по технологии фальцевого замка, сварки или пайки.
Стоит отметить, что механический замок более быстр в изготовлении и технология изготовления такого стыка менее трудоемка, его использование приводит к несколько большему расходу металла. К том же стыки воздуховода получаются негерметичными и могут ухудшить показатели работы вентиляционной системы со значительной протяженностью. Впрочем, при малой толщине металлического листа, а значит и невысокой стоимости воздуховода, такой замок может считаться оптимальным для изготовления воздуховодов для вентиляционных рукавов небольшой и средней протяженности.
Технология производства воздуховодов круглого сечения
Воздуховоды круглого сечения могут изготавливаться двумя методами:
- Путем гибки на вальцовочных станках с последующей сваркой шва или использования фальцевого замка;
- По технологии навивки на навивном станке из металлической ленты.
Технология вальцовки имеет практически те же особенности, что и изготовление прямоугольных воздуховодов. Что касается навивных воздуховодов, процесс их изготовления более простой, не требует последующей заделки швов. К тому же, навивные воздуховоды могут быть изготовлены нестандартной длины, что позволяет оптимизировать затраты при изготовлении вентиляционных систем нестандартного типа.
Смотрите также







Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос