




Профилегибы
Выбрать по производителю


Выбрать по стране
 Турция
Турция 
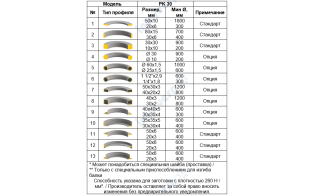
Электромеханический профилегибочный станок PK30
Диаметр вала, мм: 30
Диаметр верхн. ролика, мм: 148
Диаметр нижн. ролика, мм: 118
Мощность двигателя, кВт: 0.7-0.85
Турция 
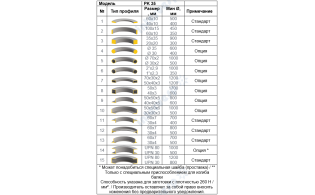


Электромеханический профилегибочный станок PK35
Диаметр вала, мм: 50
Диаметр верхн. ролика, мм: 155
Диаметр нижн. ролика, мм: 155
Мощность двигателя, кВт: 1,5
Турция 
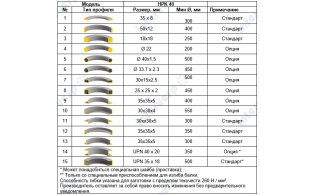



Гидравлический профилегибочный станок HPK40
Диаметр вала, мм: 35
Диаметр роликов, мм: 137
Мощность двигателя, кВт: 1,47
Турция 
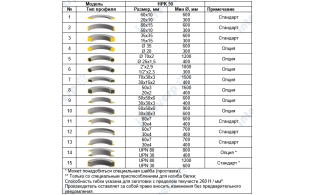



Гидравлический профилегибочный станок HPK50
Диаметр вала, мм: 50
Диаметр нижних роликов, мм: 162
Диаметр верхнего ролика, мм: 152
Мощность двигателя, кВт: 1,47
Турция 
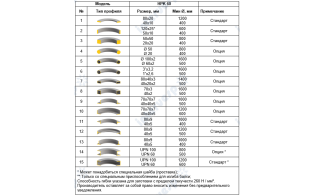


Гидравлический профилегибочный станок HPK60
Диаметр вала, мм: 60
Диаметр нижних роликов, мм: 215
Диаметр верхнего ролика, мм: 215
Гидравлическое усилие, тонн: 16
Турция 
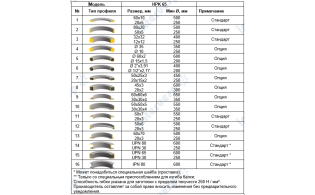



Гидравлический профилегибочный станок HPK65
Диаметр верхнего вала, мм: 60
Диаметр нижних валов, мм: 50
Диаметр роликов, мм: 180
Мощность двигателя, кВт: 3,75
Турция 



Гидравлический профилегибочный станок HPK80
Диаметр верхнего вала, мм: 80
Диаметр нижних валов, мм: 70
Диаметр роликов, мм: 245
Мощность двигателя, кВт: 4,75
Турция 




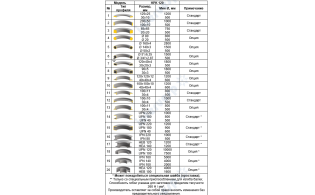
Гидравлический профилегибочный станок HPK100
Диаметр валов, мм: 100
Диаметр роликов, мм: 315
Мощность двигателя, кВт: 7,5
Турция 

Гидравлический профилегибочный станок HPK120
Диаметр валов, мм: 120
Диаметр роликов, мм: 390
Мощность двигателя, кВт: 15
Турция 




Гидравлический профилегибочный станок HPK160 DP
Диаметр валов, мм: 160
Диаметр роликов, мм: 480
Мощность двигателя, кВт: 22
Турция 




Гидравлический профилегибочный станок HPK180 DP
Диаметр валов, мм: 180
Диаметр роликов, мм: 580
Мощность двигателя, кВт: 30
Турция 




Гидравлический профилегибочный станок HPK200 DP
Диаметр валов, мм: 200
Диаметр роликов, мм: 580
Мощность двигателя, кВт: 30
Профилегибочные станки предназначены для придания металлическим заготовкам необходимой формы методом контролируемого прогиба. Такое оборудование широко применяется в машиностроении, строительстве, производстве металлоконструкций, ограждений, теплиц, каркасов и декоративных элементов.
В каталоге intervesp представлены решения для малого бизнеса, средних производств и крупных промышленных предприятий.
Назначение и принцип работы профилегиба

В основе работы профилегиба лежит система роликовой гибки (от трех и более), между которыми проходит металлическая заготовка. В процессе вращения валки создают необходимое давление, постепенно деформируя материал до заданного радиуса или формы.
Обычно получить точный профиль за один проход невозможно, рекомедуетя профиилегиб оснастить NC контроллером или цифровой индикацией перемещения роликов. В зависимости от конструкции различают:
- Электромеханические реверсные модели (с возможностью вращения валков в обе стороны);
- Гидравлические модели
- Профилегибы с NC контроллером или ЧПУ.
Гидравлический профилегиб применяется для работы с более массивными и прочными заготовками, обеспечивая высокое усилие гиба и стабильный результат.
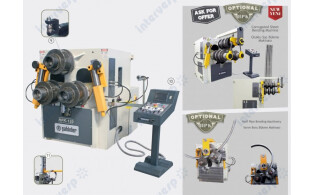
Конструкция профилегибочного станка

Современный профилегибочный станок включает:
- массивную станину для жесткости и виброустойчивости;
- систему валков;
- приводной механизм;
- направляющие элементы;
- блок управления;
- в некоторых моделях — систему ЧПУ или NC;
К дополнительным деталям могут относится:
- Направляющие ролики для более точной и простой обработки деталей
- Специальные ролики различного профиля под ваши задачи, и также полиуретановые ролики;
- Вариатор скорости, энкодер, система ЧПУ, дополнительная механизация для автоматизации процесса обработки
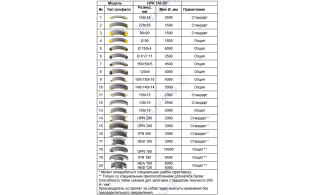
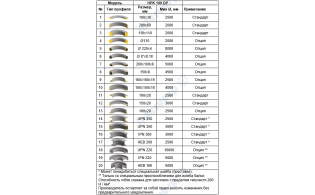
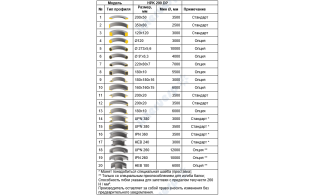
Во многих моделях предусмотрена возможность замены роликов, что позволяет изготавливать различные виды профилей на одном оборудовании.
Виды профилегибов
В зависимости от задач производства оборудование может быть:

- ручным — для небольших объемов работ;
- электромеханическим — для стабильной серийной гибки;
- гидравлическим — для работы с толстыми и прочными материалами;
- с NC и ЧПУ — для максимально точной и повторяемой гибки сложных профилей.

Профилегибы с числовым программным управлением позволяют значительно повысить точность геометрии и качество готовых изделий, что особенно важно при серийном производстве.
Преимущества профилегибочного оборудования
- Высокая точность гиба и повторяемость изделий.
- Возможность работы с различными типами профиля и толщиной металла.
- Экономичность и минимальные отходы материала.
- Надежная конструкция и долговечность.
- Возможность модернизации и расширения функционала.
Цена оборудования напрямую зависит от размера и типа профиля, планируемых объемов производства, мощности привода, диаметра валков и уровня автоматизации.
Купить в Минске профилегибочный станок
Если вы планируете купить профилегибочный станок для расширения или модернизации производства, в каталоге представлены модели различной мощности и комплектации.
Чтобы уточнить технические характеристики, комплектацию и стоимость, воспользуйтесь фильтрами каталога или обратитесь к специалистам intervesp. Мы поможем подобрать оптимальное решение под ваши производственные задачи.
Смотрите также





Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос