




Бланкетные фрезы для профильной обработки
Выбрать по производителю
Выбрать по стране
 Италия
Италия 
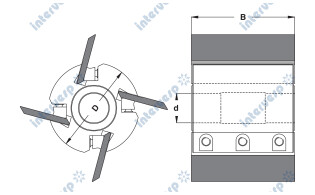
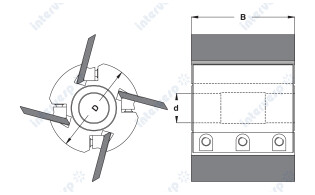
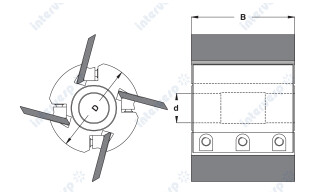
Профильная фреза для бланкет Ø122 x 40 x 40 Z4
Диаметр: 122 мм
Ширина: 40 мм
Посадочный диаметр: 40 мм
Количество зубьев: 4
Италия 
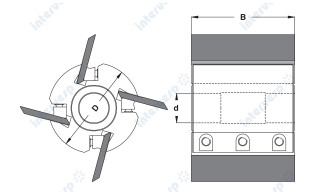
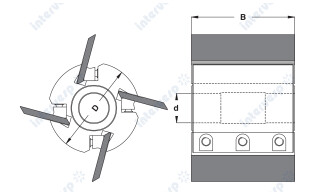
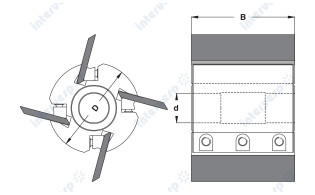
Профильная фреза для бланкет Ø122 x 60 x 40 Z4
Диаметр: 122 мм
Ширина: 60 мм
Посадочный диаметр: 40 мм
Количество зубьев: 4
Италия 
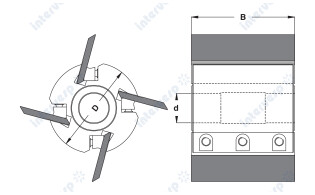
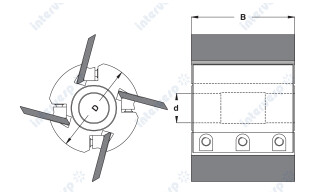
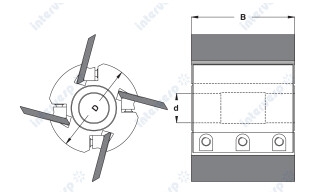
Профильная фреза для бланкет Ø122 x 80 x 40 Z4
Диаметр: 122 мм
Ширина: 80 мм
Посадочный диаметр: 40 мм
Количество зубьев: 4
Италия 
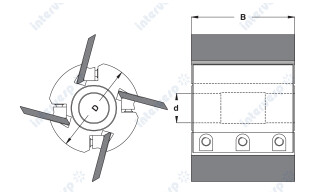
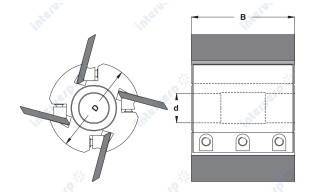
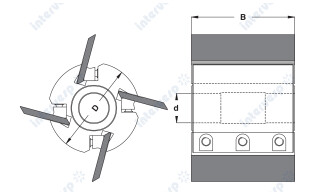
Профильная фреза для бланкет Ø122 x 100 x 40 Z4
Диаметр: 122 мм
Ширина: 100 мм
Посадочный диаметр: 40 мм
Количество зубьев: 4
Италия 
Профильная фреза для бланкет Ø122 x 120 x 40 Z4
Диаметр: 122 мм
Ширина: 120 мм
Посадочный диаметр: 40 мм
Количество зубьев: 4
Италия 
Профильная фреза для бланкет Ø122 x 130 x 40 Z4
Диаметр: 122 мм
Ширина: 130 мм
Посадочный диаметр: 40 мм
Количество зубьев: 4
Италия 
Профильная фреза для бланкет Ø122 x 150 x 40 Z4
Диаметр: 122 мм
Ширина: 150 мм
Посадочный диаметр: 40 мм
Количество зубьев: 4
Италия 
Профильная фреза для бланкет Ø122 x 180 x 40 Z4
Диаметр: 122 мм
Ширина: 180 мм
Посадочный диаметр: 40 мм
Количество зубьев: 4
Италия 
Профильная фреза для бланкет Ø122 x 200 x 40 Z4
Диаметр: 122 мм
Ширина: 200 мм
Посадочный диаметр: 40 мм
Количество зубьев: 4
Италия 
Профильная фреза для бланкет Ø122 x 230 x 40 Z4
Диаметр: 122 мм
Ширина: 230 мм
Посадочный диаметр: 40 мм
Количество зубьев: 4
Италия 
Профильная фреза для бланкет Ø137 x 40 x 40 Z4
Диаметр: 137 мм
Ширина: 40 мм
Посадочный диаметр: 40 мм
Количество зубьев: 4
Италия 
Профильная фреза для бланкет Ø137 x 50 x 40 Z4
Диаметр: 137 мм
Ширина: 50 мм
Посадочный диаметр: 40 мм
Количество зубьев: 4
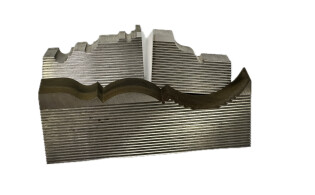
В профильных головках обычно используются широкие и толстые ножи, так что они должны быть достаточно прочным. Ведь никому бы не хотелось, чтобы на огромной скорости из станка вылетел отломанный кусок лезвия. Но прочность – не единственная причина такой конструкции ножа. Обычно на его тыльной стороне должно находиться рифление, или «гребенка». Она служит для того, чтобы при переточке выдвигать все ножи на одинаковое расстояние, тем самым, сберегая сбалансированность головки. Именно по этой причине нож делается толстым и широким.
Качество работы при обработке зависит от того, насколько хорошо был изготовлен сам нож, ведь только он непосредственно контактирует с обрабатываемой поверхностью. Но, конечно же, большую роль играет качество станка и опытность мастера, который этим станком управляет.
Смотрите также






Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос