




Сверлильно-присадочные станки


Выбрать по производителю



в пути
 Китай
Китай 















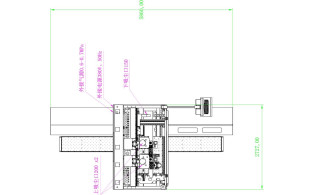
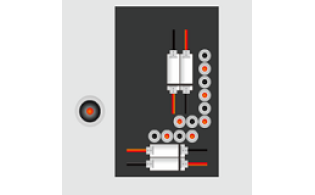
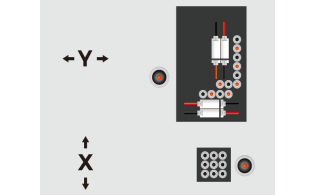
Сверлильно-присадочный станок с ЧПУ HB61J
Количество присадочных голов, шт: 2
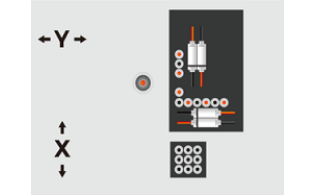
Верх:10в/8г (2+2, 2+2) / пила - Низ: 9в
Мощность фрезерного шпинделя (верх / низ), кВт: 3,5 / нет
Разгрузочный стол: нет
Преимущества
- компактный станок позволяет обрабатывать все 6 сторон панели
- фрезерный узел в стандартной комплектации
- пазовая пила
Китай 













Сверлильно-присадочный станок с ЧПУ HB611CGS
Количество присадочных голов, шт: 2
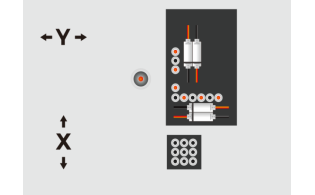
Верх:12в/8г (2+2, 2+2) / пила - Низ: 9
Мощность фрезерного шпинделя (верх / низ), кВт: 6 / 6
Разгрузочный стол: нет
Преимущества
- высокотехнологичный компактный станок позволяет обрабатывать все 6 сторон панели, выполнять верхнее и нижнее фрезерование, фрезеровать контуры за один проход
- два фрезерных узла в стандартной комплектации
- две сверлильные головы 1-на верхняя и 1-на нижняя
Китай 















Сверлильно-присадочный станок с ЧПУ HB611CGSX
Количество присадочных голов, шт: 2
Верх:12в/8г (2+2, 2+2) / пила - Низ: 9
Мощность фрезерного шпинделя (верх / низ), кВт: 6 / 6
Разгрузочный стол: да
Преимущества
- высокотехнологичный компактный станок позволяет обрабатывать все 6 сторон панели, выполнять верхнее и нижнее фрезерование, фрезеровать контуры за один проход
- два фрезерных узла в стандартной комплектации
- две сверлильные головы 1-на верхняя и 1-на нижняя
- на выходе из рабочей зоны станка, уже в базовой комплектации, установлен автоматический конвейер разгрузки с оптическими датчиками наличия деталей
Китай 













Сверлильно-присадочный станок с ЧПУ HB621CGS
Количество присадочных голов, шт: 3
Верх:12в/8г (2+2, 2+2) / пила - Низ: 9
Мощность фрезерного шпинделя (верх / низ), кВт: 6 / 6 (2шт)
Разгрузочный стол: нет
Преимущества
- высокотехнологичный компактный станок позволяет обрабатывать все 6 сторон панели, выполнять верхнее и нижнее фрезерование, фрезеровать контуры за один проход
- два фрезерных узла в стандартной комплектации
- две сверлильные головы 2-ве верхние и 1-на нижняя
Китай 














Сверлильно-присадочный станок с ЧПУ HB621CGSX
Количество присадочных голов, шт: 3
Верх:12в/8г (2+2, 2+2) / пила - Низ: 9
Мощность фрезерного шпинделя (верх / низ), кВт: 6 / 6 (2 шт)
Разгрузочный стол: да
Преимущества
- высокотехнологичный компактный станок позволяет обрабатывать все 6 сторон панели, выполнять верхнее и нижнее фрезерование, фрезеровать контуры за один проход
- два фрезерных узла в стандартной комплектации
- две сверлильные головы 2-ве верхние и 1-на нижняя
Китай 









Сверлильно-присадочный станок с ЧПУ HB642GP
Количество присадочных голов, шт: 6
Верх:12в/8г (2+2, 2+2) х 2 шт / пила - Низ: 9 х 2 шт
Мощность фрезерного шпинделя (верх / низ), кВт: 6 (2шт) / 6 (2шт)
Разгрузочный стол: нет
Преимущества
- стабильность: система управления шиной, двойная станция, независимая работа
- умная работа: шесть сверлильных блоков, четыре шпинделя, новая система алгоритма, вычисление оптимальной траектории
- безопасность: прогнозирует столкновения и пересечения, применяет алгоритм предотвращения столкновений в реальном времени
- эффективность: компактность и вдвое большая эффективность одного станка
Китай 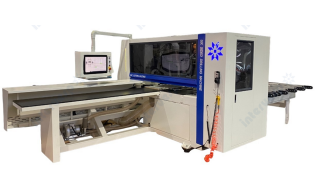
Сверлильно-присадочный станок с ЧПУ NDW1228 (3 головы)
Макс. длина заготовки, мм: 2800
Мин. длина заготовки, мм: 200
Макс. ширина заготовки, мм: 1200
Мин. ширина заготовки, мм: 50
Электрошпиндель, кВт: 5,5
Преимущества
- Наличие 3 сверлильных блоков:
- 12 вертикальных шпинделей • 8 горизонтальных шпинделей (2+2 по оси X и 2+2 по оси Y) • пазовальная пила
- 12 вертикальных шпинделей • 8 горизонтальных шпинделей (2+2 по оси X и 2+2 по оси Y) • пазовальная пила
- 9 вертикальных шпинделей
Китай 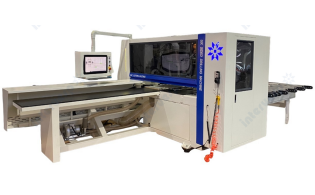
Сверлильно-присадочный станок с ЧПУ ND1228 (2 головы)
Макс. длина заготовки, мм: 2800
Мин. длина заготовки, мм: 200
Макс. ширина заготовки, мм: 1200
Мин. ширина заготовки, мм: 50
Электрошпиндель, кВт: 5,5
Преимущества
- Наличие 2 сверлильных блоков:
- 12 вертикальных шпинделей • 8 горизонтальных шпинделей (2+2 по оси X и 2+2 по оси Y) • пазовальная пила
- 9 вертикальных шпинделей
В наличии
хит продаж
 Италия
Италия 







Сверлильно-присадочный станок HD 21
Количество шпинделей, шт: 21
Межосевое расстояние между шпинделями, мм: 32
Преимущества
- малая занимаемая площадь 1,0 кв.м.
- в два раза быстрее, чем ручной сверлильный станок
В наличии
новинка
Италия 






Сверлильно-присадочный станок HB121
Количество шпинделей, шт: 21
Межосевое расстояние между шпинделями, мм: 32
Преимущества
- эргономичный и простой в исполнении
- в два раза быстрее, чем ручной сверлильный станок
хит продаж
Италия 

Сверлильно-присадочный станок Boring System 21 PRESTIGE
Количество шпинделей, шт: 21
Межосевое расстояние между шпинделями, мм: 32
Преимущества
- малая занимаемая площадь 1,0 кв.м.
- в два раза быстрее, чем ручной сверлильный станок
- Изготовлено более 20 000 машин, более тридцати лет опыта. Машины, на 100% изготовленные в Италии, соответствующие самым высоким стандартам качества в результате «бережливого» производственного процесса, также известного как «система Toyota»
Китай 
Сверлильно-присадочный станок HCM Ecoline 21
Количество шпинделей, шт: 21
Межосевое расстояние между шпинделями, мм: 32
Максимальное расстояние между шпинделями, мм: 640
Масса станка, кг: 380
Сверлильно-присадочные станки по дереву
Сверлильно-присадочные станки созданы для использования, как в условиях крупных промышленных предприятий деревообрабатывающей промышленности, так и компаниями, чьи объемы выпускаемой продукции назвать крупными нельзя. Основными функциями данного оборудования является сверление отверстий для фурнитуры корпусной мебели, модели которой предполагают наличие большого количества различных отверстий. Причем отклонения, пусть даже самые минимальные, при изготовлении гнезд и отверстий не допускаются, как и не допускаются сколы и другие виды повреждений.
Классификация современных сверлильно-присадочных станок сегодня осуществляется в соответствии с несколькими параметрами, которыми также следует руководствоваться при выборе того или иного вида станков. К столь важным параметрам относится количество в станке сверлильных шпинделей, а также возможность осуществлять сверление в нескольких плоскостях одновременно. Последний параметр оказывает значительное влияние на повышение производительности, а также на возможность станков эффективно обеспечивать процесс производства мебели.
Позиционные станки удобны, быстро и с высокой точностью перенастраиваются с одного вида сверления на другой. Станки данного типа выполняют работы по сверлению, как правило, в одной плоскости.
Станки типа «star tech» осуществляют сверление не только в горизонтальной плоскости, но и в вертикальной и под углом, что позволяет повысить производительность одного такого в два и более раз.
Проходные станки осуществляют сверление в различных плоскостях, что позволяет осуществлять обработку несколько панелей.
Популярные вопросы
Современные сверлильно-присадочные станки отличаются высокой точностью и многофункциональность. Нет необходимости настраивать их под каждую отдельную задачу. Нужно всего лишь задать подходящую программу и выбрать материал. Все параметры рабочего процесса заложены в программу.
Стоит отметить, что такое оборудование работает без привлечения человека. Сотрудникам не приходится взаимодействовать с материалом и режущими инструментами. Благодаря этому станки с ЧПУ являются удобными и максимально безопасными.
Станок такого типа имеет массу преимуществ. Вот некоторые из них:
- Возможность сэкономить массу времени. С помощью числового программного управления система максимально быстро подбирает нужный вариант присадки, учитывая при этом тип установленного режущего инструмента.
- Высокое качество. Поставляемые компанией «Интервесп» станки проходят дополнительное тестирование на заводе изготовителе. Их проверяют на соответствие предъявляемым к подобному оборудованию требованиям. Именно поэтому мы уверенно заявляем о качестве и функциональности.
Еще один плюс — универсальность. Присадочный станок по дереву может делать отверстия также в пластиковых заготовках.
Преимущественно на производствах, занимающихся изготовлением мебели. С помощью сверлильно-присадочных станков изготавливают детали, которые должны иметь точные размеры, а также в точности соответствовать определенным требованиям, например, быть без сколов и т.д. Их используют для сверления пазов, сквозных/глухих отверстий в таких материалах, как ДСП, МДФ, брус и другие.
Обращайте внимание на технические характеристики оборудования, поскольку именно от них зависит производительность и эффективность рабочего процесса. Приведем примеры:
- Число сверлильных групп. Они могут быть вертикальными и горизонтальными. От количества напрямую зависит производительность.
- Мощность электродвигателей. Определяется, сколько станок сможет работать без перерыва.
- Допустимые размеры обрабатываемых заготовок.
- Количество шпинделей. Показывает, сколько отверстий можно сделать в один рабочий цикл.
Дополнительную информацию о характеристиках, функциональности того присадочных станков можно получить на нашем сайте, по телефону или через форму обратной связи. Мы всегда готовы к сотрудничеству.
Современное оборудование может просверлить присадочную карту всего за 30 секунд. Некоторые модели дополнительно делают пазы или фрезеруют заготовки.
Среди других полезных функций можно выделить:
- базирование по ширине обрабатываемой заготовки в автоматическом режиме;
- сбор опилок;
- возможность сохранить в памяти карты присадок;
- смена рабочего инструмента.
Наличие этих и других функций делает работу на присадочных станках максимально простой и удобной.
Смотрите также








Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос