





23.12.2025
Одновременная 5-осевая обработка с RTCP
Достижения в области технологий обработки позволили производить детали со сложной геометрией поверхности и высокой точностью изготовления.
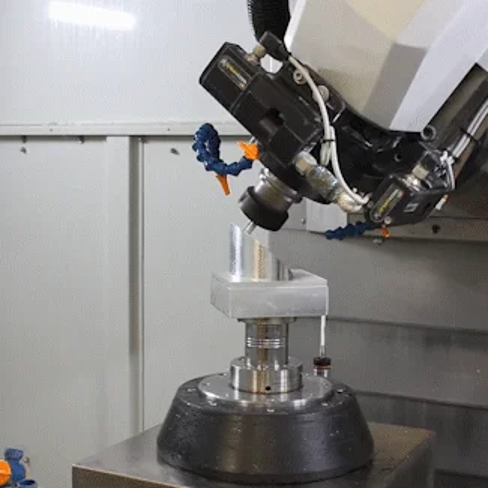
Для эффективного производства сложных деталей часто требуются станки с 5 осями движения, в том числе оптические шлифовальные станки, ультразвуковые обрабатывающие центры и станки для финишной обработки. Эти станки могут производить такие компоненты быстрее и проще, чем когда-либо прежде, благодаря одновременной 5-осевой обработке с функцией Rotating Tool Center Point (RTCP).
RTCP предполагает поддержание контакта между точкой инструмента, режущего деталь, и самой деталью на протяжении всего цикла обработки. При использовании RTCP достигается ряд преимуществ, в том числе увеличение срока службы инструмента и более высокое качество обработки поверхности. RTCP также требует меньше настроек и программирования и не требует учета кинематики станка в программном обеспечении CAD/CAM, что имеет ряд недостатков. Понимание кинематики поможет лучше понять функциональность RTCP.

![]() Длина инструмента и кинематика
Длина инструмента и кинематика
Кинематика описывает, как станок механически согласован с контроллером. Для станков фрезерных станков используется следующая конфигурация: вращающаяся шпиндельная головка (ось B, вращается вокруг оси Y) и вращающийся патрон (ось C, вращается вокруг оси Z).
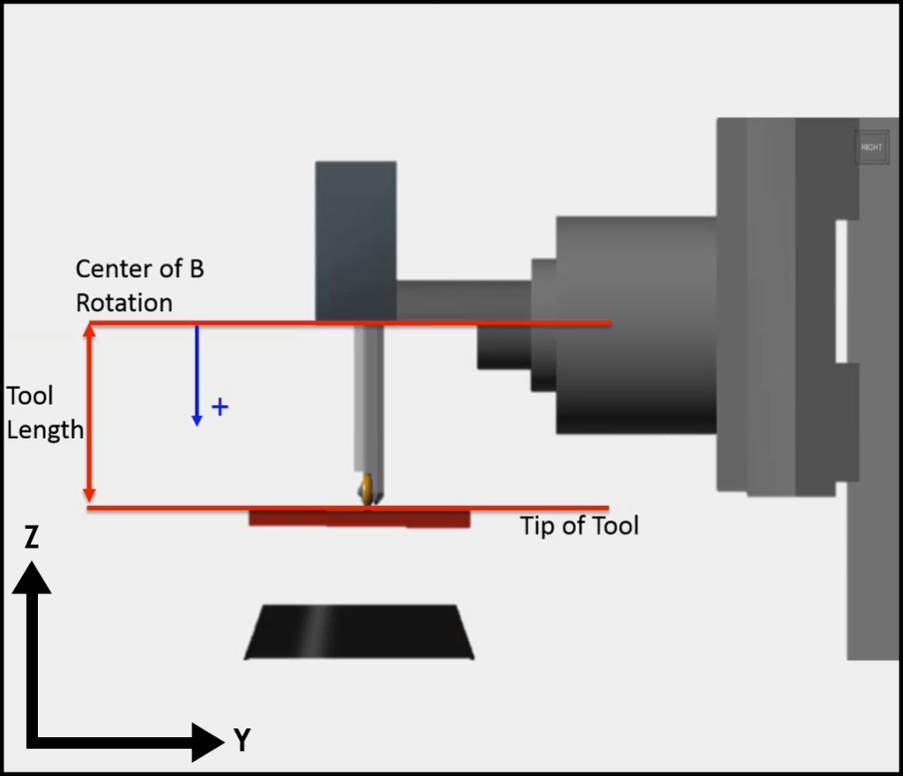
По сути, кинематика позволяет оператору ввести длину инструмента (расстояние от торца шпинделя до вершины инструмента), а контроллер выполняет необходимые расчеты для любых 4–5-осевых движений.
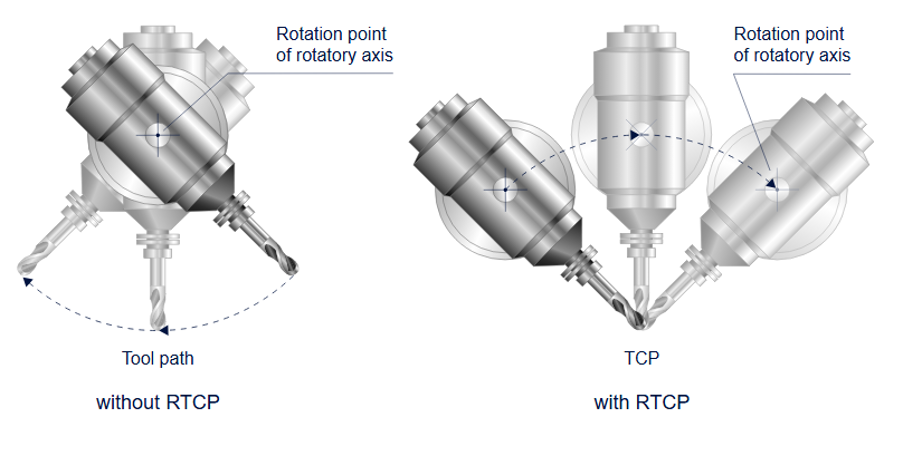
Вращающийся центр инструмента (RTCP)
RTCP аналогичен более распространенному в отрасли TCP (Tool Center Point — центр инструмента). RTCP использует кинематику для расчета поворотной длины и применяет введенную длину инструмента, чтобы сохранять постоянное положение его вершины. Если ось B перемещается в программе или вручную, оси X и Z будут перемещаться вместе с ней, чтобы удерживать ту же точку контакта. Аналогично, ось C будет реагировать таким же образом после позиции X0 Y0 C0 — только при движении оси C. Участие оси C — это то, что отличает TCP от RTCP.
Преимущества RTCP:
- Упрощение программирования в CAM или при ручном вводе G-кода.
- Более высокая точность благодаря уменьшению вероятности человеческой ошибки.
- Возможность применять длину инструмента, перпендикулярную направлению шпинделя.
- Меньше объем кода.
- Более плавные траектории инструмента и вращательные/линейные движения.
- Сокращение времени цикла.
- Уменьшение времени наладки и обработки.
- Возможность 3D-компенсации.
Наши специалисты помогут подобрать станок с поддержкой RTCP, организовать поставку, пусконаладку и обучение персонала.
Интервесп — надежный поставщик высокоточного оборудования. Оставьте заявку — и мы поможем модернизировать ваше производство.
Наши 5-ти осевые обрабатывающие фрезерные станки
Поделиться в соц. сетях:



Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос