





14.03.2025
Управляемые оси листогибочного пресса с ЧПУ
Сегодняшняя отрасль металлообработки все активнее из больших заводов перемещается в цеха частных компаний, производящих детали по индивидуальным заказам. В таких реалиях владельцам бизнеса важно закупить металлообрабатывающее оборудование, которое одновременно универсально в своих задачах, не слишком дорого и занимает немного места. Давайте разберемся, что такое оси листогибочного пресса, какие есть их виды, и сколько элементов нужно для оптимальной работы.
Зачем нужны оси листогибочного пресса
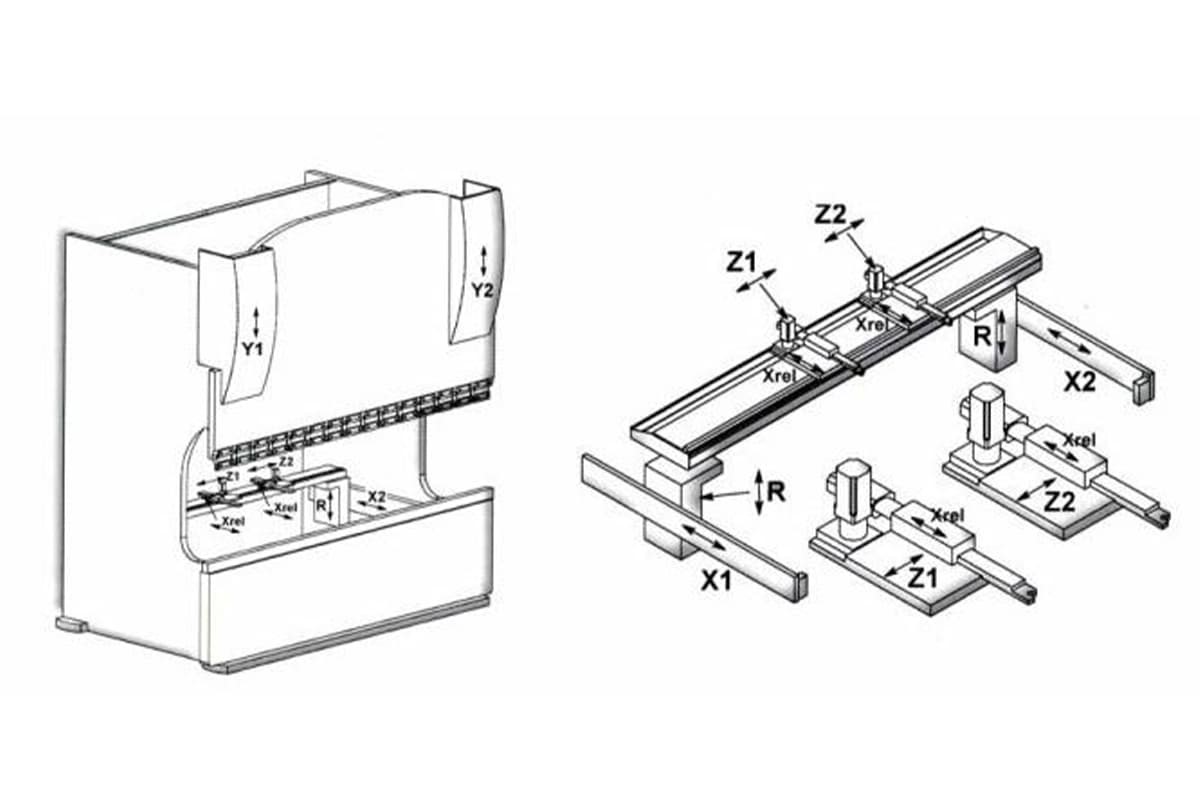
Технология числового программного управления (ЧПУ) контролирует движение различных элементов пресса для сгибания листов. Основные направления движения:
- Y1/Y2 — обеспечивают вертикальное перемещение пуансона.
- X — отвечает за передвижение заднего упора вдоль оси подачи заготовки (вперед-назад).
- R — регулирует его высоту перемещения заднего упора.
Для простых операций обычно достаточно управления по осям Y (основной рабочий узел отвечает за гибку) и X (задние упоры для позиционирования листа). Количество управляемых осей влияет на точность, повторяемость и сложность гибки.
Задний упор в листогибочном прессе
Задний упор выполняет функцию точного размещения заготовки перед процессом гибки. Он располагается за инструментальной зоной пресса и передвигается вдоль оси X.
Основные характеристики:
- Включает фиксирующие элементы (пальцы, ограничители), которые могут регулироваться вручную, электромеханически или посредством ЧПУ.
- Определяет длину изгиба, форму и угол гибки.
- Автоматизированное управление повышает точность и минимизирует вероятность ошибок.
Система управления:
- В современных моделях упор регулируется ЧПУ, что позволяет ему автоматически изменять положение.
- Количество контролируемых осей варьируется от одной до шести, каждая из которых имеет свой привод.
- Используются передающие механизмы, такие как шарико-винтовые пары и ременные передачи, а также датчики для обеспечения стабильности работы.
Оси X, Y, Z и R управляют положением упора и инструментов, а ЧПУ-система интегрирует их работу, повышая точность без необходимости ручной настройки. Листогибочные прессы сегодня используют электронно управляемый задний упор, что сокращает время наладки и увеличивает производительность.
Ось Y: вертикальное перемещение пуансона
Ось Y руководит перемещением ползуна, отвечающего за процесс гибки. При выполнении воздушного изгиба контроль оси Y обеспечивает равномерное движение верхнего инструмента.
Разделение на Y1 и Y2:
- Y1 — управляет левым гидроцилиндром;
- Y2 — управляет правым гидроцилиндром.
Оси Y1 и Y2 расположены на стойках пресса и функционируют в замкнутом контуре управления. Их независимое движение позволяет точнее регулировать положение верхней балки для обеспечения идеального угла гибки.
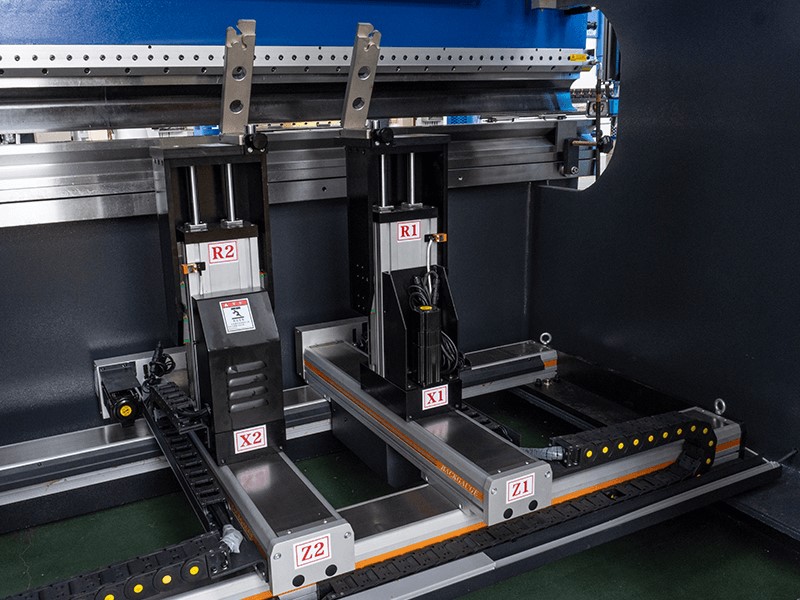
Управляемые оси заднего упора
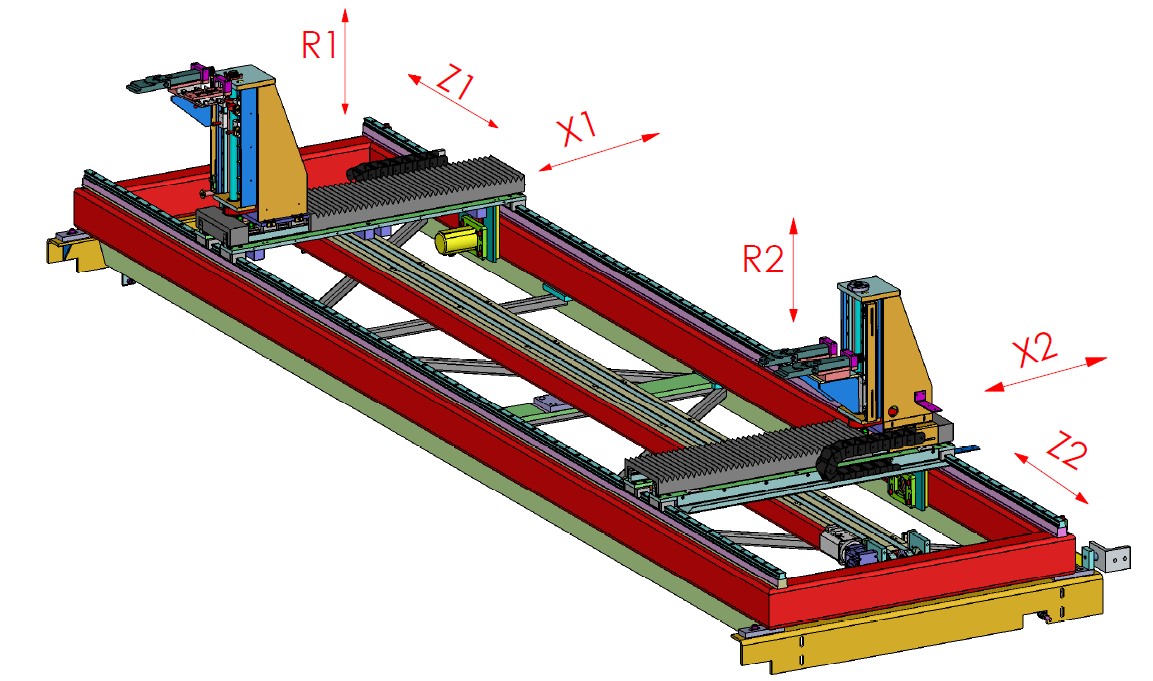
Задний упор для точности гибки имеет ключевое значение. Чем выше сложность конфигурации заготовки, тем больше осевых элементов потребуется для её точного позиционирования. Современные станки оснащены шестью осями, каждая из которых управляется индивидуальным приводом.
X: движение заднего упора по горизонтали

Ось X отвечает за передвижение упорной части в продольном направлении. Это влияет на длину фланца и обеспечивает повторяемость гибочных операций.
- X1 — движение левого стопорного пальца;
- X2 — движение правого стопорного пальца.
Независимое регулирование X1 и X2 делает работу со сложными изделиями более контролируемой.
R: регулировка высоты пальцев упора
Ось R отвечает за перемещение по вертикали стопорных элементов заднего упора, адаптируя их положение под различную фланцевую толщину и высоту.
- R1 — контроль высоты левого пальца;
- R2 — контроль высоты правого пальца.
Может быть оснащена автоматической системой регулировки, адаптирующейся под высоту используемых инструментов.
Z: поперечное перемещение пальцев упора
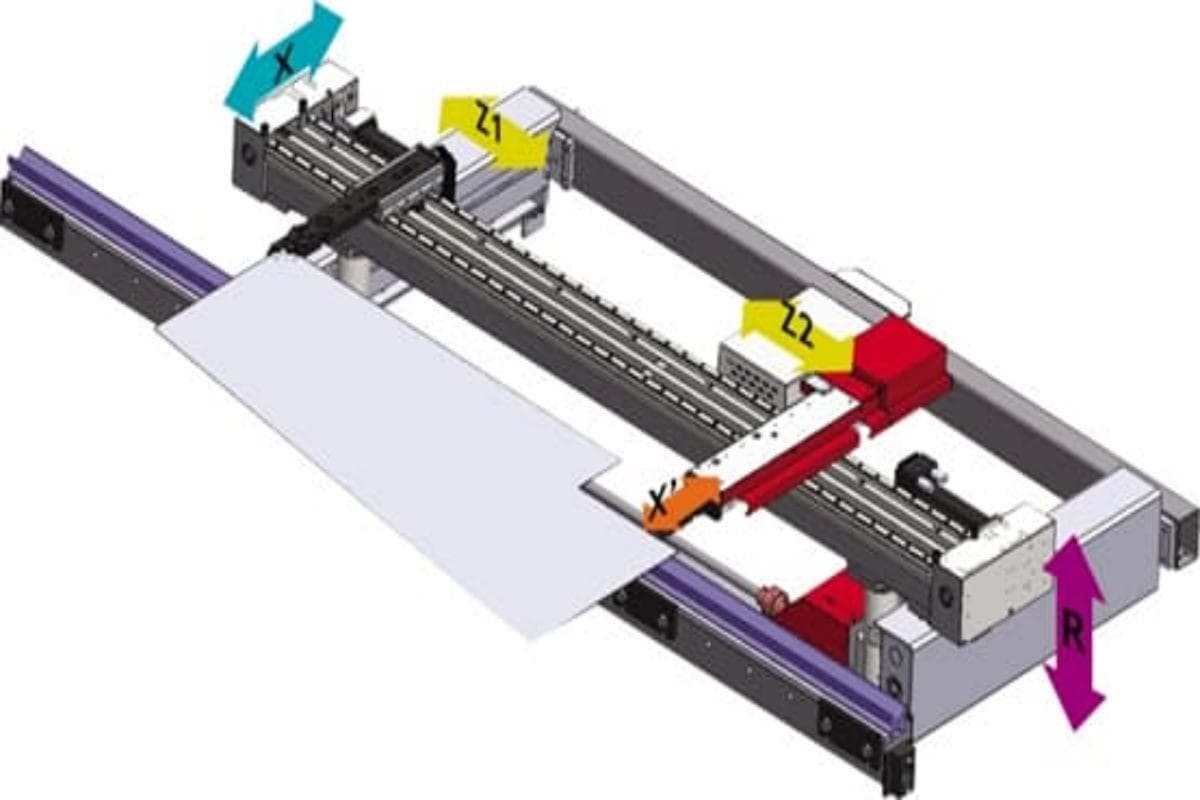
Ось Z регулирует боковое положение ограничительных элементов заднего упора, что необходимо при обработке нестандартных заготовок или длинных деталей.
- Z1 — перемещение левого ограничителя;
- Z2 — перемещение правого ограничителя.
Обеспечивает устойчивую поддержку при гибке удлинённых элементов.
Программируемые оси современных листогибочных прессов позволяют автоматизировать процесс настройки. При этом точность повышается одновременно со снижением вероятности брака.
Дополнительные оси в листогибочных прессах
Прессы для сгибания листов — важное оборудование в металлообработке. Современные модели оснащаются дополнительными осями для повышения точности и гибкости. Среди них V, Z и Delta X.
- V: коррекция прогиба. При гибке длинных листов центр может изгибаться. Осевая часть V помогает компенсировать этот прогиб, регулируя станину и обеспечивая ровный изгиб.
- Z: боковое перемещение заднего упора. Позволяет детали двигаться влево и вправо, упрощая обработку широких листов и нецентральную гибку.
- Delta X: обособленное движение пальцев. Все пальцы могут двигаться отдельно, и это необходимость при работе с асимметричными деталями.
Технологии применяются в аэрокосмической отрасли и автомобилестроении, а также используются для индивидуального производства сложных конструкций.
Конфигурации и выбор осей
Базовая конфигурация способна выполнить большинство элементарных задач. Она хорошо справляется с симметричными конструкциями с не слишком сложной геометрией.
Минимально необходимая ось Y управляет вертикальным движением ползуна. Универсальный вариант — три штуки:
- Y1/Y2 — регулируют движение ползуна, обеспечивая точность.
- X — отвечает за горизонтальное перемещение заднего упора.
- R — регулирует высоту пальцев.
Расширенные конфигурации:
- Z1/Z2 — перемещают пальцы заднего упора влево и вправо.
- Delta X — независимое движение пальцев.
- V-ось — компенсирует прогиб станины.
Как видите, плоскостей движения оборудования для обработки становится больше, а некоторые элементы выполняют программируемые ЧПУ движения независимо.
Как выбрать количество?
Учитывайте такие показатели:
- Сложность заготовок — для асимметричных деталей нужны оси Z1/Z2 и Delta X.
- Точность — раздельное управление Y1/Y2 и V-ось повышают точность.
- Производительность — автоматизация ускоряет работу.
Ориентируйтесь на бюджет, ведь с количеством дополнительных элементов управления возрастает цена станка.
Оптимальные конфигурации
В зависимости от потребностей производства, рекомендуем выбирать:
- Базовая (3 оси: Y1/Y2, X, R) — для простых задач.
- Средняя (добавлены Z1/Z2) — повышает универсальность.
- Максимальная (Delta X и V-ось) — для сложных деталей.
Большее число повышает точность и возможности пресса, но увеличивает стоимость. Для стандартных задач достаточно 3-4 осевых элементов, для сложных — максимальная конфигурация.
Заключение
Как видите, новые модели станков дают широкий простор для выбора, насколько сложное оборудование, и какой спектр задач оно способно покрывать. Для несложных процессов и массового производства может хватить базовой конфигурации. Если есть потребность в ассиметричной работе с металлоконструкциями и тонкой настройке, следует добавить оси X1, X2, R1, R2, Z1, Z2

При необходимости вы можете усовершенствовать листогибочное оборудование, закупив к нему новые совместимые детали: лазерная линия гиба, сопроводители листа, лазерная или световая защита рук оператора, оффлайн программное обеспечение и т.д.
Поделиться в соц. сетях:

Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос