





10.10.2024
Особенности гибки листового металла
Гибка по праву считается одним из самых востребованных способов обработки листового металла. По-другому ее называют прессованием, отбортовкой, фальцовкой. Суть проста: происходит деформация металла, в результате чего он приобретает угловую форму. Применяется гибка в самых разных отраслях промышленности. Рассмотрим подробнее ее особенности и виды.
.jpg)
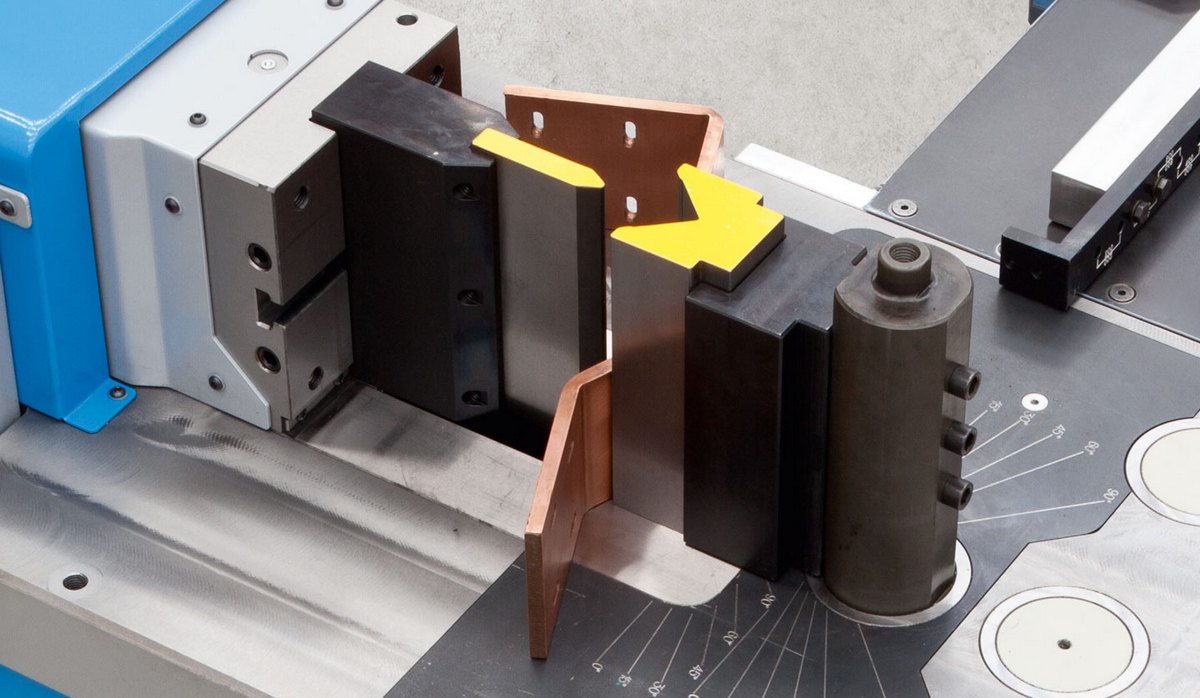
Оборудование для гибки
В большинстве случаев гибку осуществляют с помощью листогибочных станков с ЧПУ (числовое программное обеспечение). Их главное отличие — высокие показатели точности и полная автоматизация абсолютно всех процессов. Благодаря этим характеристикам повышается производительность и эффективность производства. А программное обеспечение дает возможность быстро настраивать оборудование, минимизировать участие человека, снизить количество ошибок и обеспечить качество готовой продукции.
Методы гибки металла
Гибку листового металла делают по-разному. И каждый метод имеет свои преимущества и недостатки. Какие-то из них дают более точный результат, а какие-то проще в применении. Приведем примеры.
.jpg)
V-образный изгиб
Самый распространенный вариант. Подразумевает использование пуансона и матрицы. Делится на три подвида:
- нижняя — по-другому называется гибкой на основе;
- свободная — второе название «воздушная»;
- чеканка.
При нижней гибке пуансон под давлением прижимает лист металла к матрице, от угла которой зависит угол заготовки. Кстати, скошенный радиус готовой детали также зависит от параметров матрицы, а именно от ее радиуса. По мере сгиба материала нужно прикладывать все большее усилие. Но это не вызывает особых проблем, поскольку здесь нет пружинящего эффекта и заранее известен желаемый угол. Результат — высокая точность.
При воздушной или свободной гибке металлическая деталь практически не прикасается к оборудованию, есть всего лишь две точки опоры. Для формирования изгиба все так же используется пуансон. Гибка такого типа отличается большей гибкостью. Так, например, если есть матрица и пуансон на 90°, можно получить изгиб от 90 до 180°.
Главным преимуществом воздушной гибки является ее простота. И еще один приятный момент: если по каким-либо причинам получится неправильный угол, приложив чуть больше давления, его можно скорректировать.
Метод гибки «чеканка» раньше был более популярным, поскольку позволял получить точные результаты. Если, к примеру, нужен угол 45°, берут пуансон и матрицу с точно таким же углом. В процессе работы прикладывается усилие в 5-8 раз больше, чем при других видах гибки. Но оно того стоит. Сейчас чеканка используется крайне редко из-за возможности выполнять гибку на современном высокоточном оборудовании.
U-образная гибка
В целом похожа на V-образную, но при этом матрица и пуансон имеют форму буквы U, благодаря чему получается такой же изгиб. Применяется метод крайне редко, поскольку сделать его можно и другими, более удобными способами.
Ступенчатая гибка
Можно сказать, что это многократная V-образная гибка. По-другому называется гибовка вразбежку. Подразумевает создание нескольких изгибов в форме буквы V, в результате чего заготовка получает большой радиус. Качество гибки определяется числом изгибов и размером шага между ними.
Валковая гибка
Применяется в случаях, когда нужно изготовить трубы или конусы. Еще одна сфера применения — создание заготовок с большим радиусом. Некоторые модели листогибочных станков позволяют делать сразу несколько изгибов.
В процессе используют три ролика: два приводные, один регулируемый. Последний совершает движения благодаря силе трения.
С вытеснением
Рабочий процесс выглядит так:
- Листовой металл зажимают между прижимной подушкой и штампом, от формы которого зависит угол изгиба.
- Перфоратор опускают на свисающий конец листа, заставляя его таким образом принимать форму матрицы.
Итоговый результат — чеканка металла вокруг штампа.
Ротационная гибка
Главное отличие от всех предыдущих видов — в процессе на металле не остаются царапины. К тому же, ротационные гибочные станки могут придавать заготовке угол меньше, чем 90°.
Чаще всего гибка происходит с использованием двух валков, но бывают варианты и с одним.
Особенности возврата при сгибе
При любом методе гибки стоит помнить, что после того, как будет поднят груз, заготовка немного отскакивает. И это нормально. Величину этого возврата в процессе нужно компенсировать. При этом важно помнить, что пружинящий эффект зависит от внутреннего радиуса. Чем радиус больше, тем больше заготовка «пружинит». При использовании острого пуансона его, дающего маленький радиус, такого эффекта практически нет.
Что является причиной появления возврата при изгибе? Представьте себе металлический лист. При гибке он делится на два слоя:
- на внутреннем материал сжимается;
- на внешнем вытягивается.
У каждого металла есть свои показатели нагрузки, которую они могут воспринимать при сжатии или растяжении. И при этом прочность на сжатие обычно выше прочности на разрыв. Получается, что полной и постоянной деформации на внутреннем слое металлического листа добиться сложнее. А значит, не деформируясь до конца, после снятия пуансона он пытается вернуть прежнюю форму. Отсюда и возврат при сгибе.
Допуск на изгиб
Это один из показателей, которые рассчитываются в программе CAD. Специалисты рекомендуют обязательно пользоваться такой функцией расчета при работе с листовым металлом. Почему? Причина проста: в процессе работы она учитывает все характеристики используемого материала.
Также при необходимости можно воспользоваться специальными калькуляторами, которые дополнительно учитывают желаемый угол гибки, толщину листа, длину заготовки и другие параметры. Все это помогает определить усилие, которое понадобится для получения детали нужной формы.
Поделиться в соц. сетях:


Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос