




13.12.2024
Выбор инструментов для листогибочного пресса: правила и рекомендации
Листогибочный пресс — это оборудование высокой точности, предназначенное для формирования изделий из листового металла. На качество готовых изделий влияет не только оборудование, но и вспомогательная оснастка. В связи с этим, к ее выбору нужно подходить ответственно, учитывая не только качество и стоимость, но также множество других важных нюансов.
.jpg)
Важные критерии выбора инструментов
При выборе инструментов для листогибочного пресса рекомендуется обращать особенное внимание на важные нюансы. К ним относятся:
- Наличие сегментированных секций. Если выбранный инструмент соответствует такой структуре, то с его помощью получится обрабатывать детали разной длины, состоящие из нескольких частей. Благодаря такому инструменту, работа с небольшими деталями становится более простой и безопасной.
- Безупречная точность. Следует отдавать предпочтение инструментам, которые изготовлены с допуском не более 0,01 мм.
- Возможность самоцентрирования пуансона, поскольку эта функция обеспечивает устанавливать оснастку в рабочее положение.
- Загрузка с фронтальной стороны. Работать с такими инструментами проще.
- Стандартные габариты. Такие инструменты позволяют упростить настройку пресса и сократить количество операций.
Отдельное внимание необходимо уделить выбору матрицы, пуансона и некоторых других элементов.
Как выбрать подходящую матрицу
.jpg)
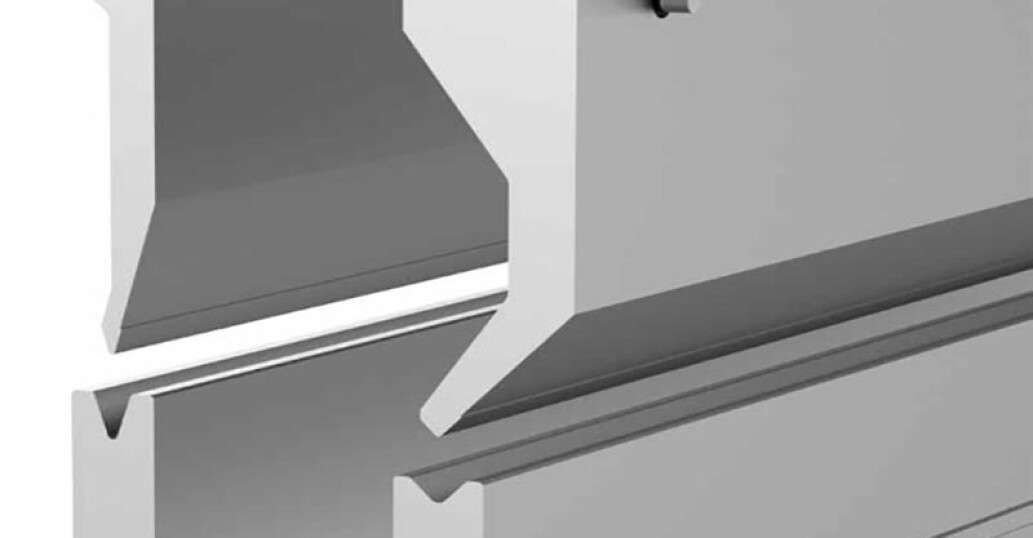
Матрица — это инструмент, необходимый для того, чтобы придать заготовке определенную форму, в зависимости от заданных параметров. Такие изделия изготавливаются из стали высокого качества С45 или легированной стали 42CrMo, особенность конструкции заключается в том, что поверхности расположены параллельно друг другу, а рабочие поверхности точно отшлифованы и закалены. Условно изделия можно разделить на две категории: специальные и универсальные. Первые используются для создания какого-то определенного изделия, а другие подходят для создания нескольких разновидностей.
Специалисты рекомендуют выбирать достаточное количество нижних матриц, чтобы появилась возможность делать гибку материала любой толщины (в пределах первоначальных возможностей купленного оборудования). Если есть ограничения в бюджете, нет достаточно опытных специалистов или предприятие специализируется на выполнении нестандартных заказов, целесообразно придерживаться правила 8х2. Необходимо учесть следующее:
- определить диапазон толщины материала, с которым планируете работать;
- произвести расчет размера наименьшей матрицы V-образного типа путем умножения минимальной толщины материала на 8;
Далее следует произвести расчет наибольшей V-матрицы, путем умножения максимальной толщины материала на 8.
Также следует придерживаться «правила восьми». Это довольно простая закономерность, суть которой заключается в том, что канал V-образной матрицы должен в 8 раз превышать толщину обрабатываемого материала.
Нюансы выбора пуансона листогиба
Верхний инструмент или пуансон — это особая конструкция, предназначенная для формирования верхней части изделия. В зависимости от области применения и требований к изгибам существуют различные геометрические формы пуансонов листогибочного инструмента для выполнения стандартной или специальной гибки листового металла:
- Стандартные пуансоны для листогибочного пресса необходимы для выполнения простых изгибов на требуемую степень в соответствии с настройкой и ходом балки станка. Стандартные пуансоны означают пуансоны прямой формы для выполнения легких изгибов. Радиус внутреннего изгиба и угол в соответствии с геометрией пуансона. Стандартные инструменты обычно являются классическими для выполнения изгиба коробок и деталей простой формы с помощью листогибочного пресса
- Радиусные пуансоны - если внутренний радиус больше стандартного и его необходимо получить, можно использовать радиусные пуансоны или радиусные вставки для держателей пуансонов с желаемым радиусом для выполнения гибки большого прямого радиуса. В зависимости от радиуса обычно используются матрицы с большим отверстием. В зависимости от возможностей можно использовать R=50 или даже R=100. Листогибочные прессы с высоким тоннажем широко используются для толстых профилей материалов в тяжелой промышленности. Радиусные пуансоны также могут быть разными, например, с гусиной шеей для выполнения гибки с радиусом U-образной формы
- Пуансоны “гусиная шея” - Для изготовления U-образного или канального прямого пуансона, вероятно, нельзя использовать из-за столкновений с деталью и металлом пуансона. Для этих целей обычно используются пуансоны с изогнутой шеей, форма которых позволяет не контактировать с конечным фланцем детали (радиусная внутренняя форма). Гусиная шея означает особое исполнение пуансона, чтобы иметь отверстие в середине для конца детали. Разнообразие пуансонов с изогнутой шеей может быть очень большим от маленьких до больших размеров
- Острые пуансоны - для выполнения резких изгибов обычно используют пуансоны и матрицы с углом 26-28-30 градусов (или ножевые пуансоны). Причина необходимости резких изгибов может быть разной, но обычно это предварительный изгиб (первый изгиб) детали, которая будет сплющена после этого боком в бок. Предварительный изгиб таким образом может быть причиной минимальной деформации при последующей сплющивании
Длина ножки или фланца
Еще один показатель, который следует держать на контроле — минимальная длина ножки или фланца. Это очень важно, потому что на протяжении всего процесса гибки необходимо удерживать непосредственный контакт между буртиком штампа и металлической поверхностью. Если длина фланца будет меньше указанной, то результаты гибки получаются неточными. Соответственно, они не имеют ничего общего с ожидаемыми результатами.
Минимальный фланец стандартного штампа должна соответствовать следующим критериям:
- приблизительно 70% от отверстия штампа;
- если штамп с острым отверстием, то показатель может быть увеличен до 110%.
Минимальная длина фланца должна превышать толщину материала минимум в 4 раза. Если это условие не будет выполнено, тогда не получится достичь нужного уровня изгиба.
Материал и качественные показатели
.jpg)
Материал является одним из ключевых факторов, влияющих на качество заготовки, а также продление срока службы оснастки. Он может иметь разную стоимость. На этот показатель оказывают влияние такие факторы как точность гибки и материал заготовки.
В перечень наиболее качественных материалов следует относить: быстрорежущую сталь, закаленную сталь, карбид вольфрама. При этом специалисты утверждают, что закаленная сталь отличается продолжительным сроком эксплуатации, а также способна выдерживать большой вес и проявлять устойчивость к любым другим негативным воздействиям. Закаленная сталь — тоже неплохой материал, но немного уступает по показателям. Карбид вольфрама отличается непревзойденным качеством. У него есть недостаток — высокая стоимость.
Качество играет огромную роль, но также не менее важно грамотно проводить техническое обслуживание и правильно хранить оборудование. С точки зрения обслуживания, необходимо регулярно проводить смазку и шлифовку, в соответствии с прилагаемой инструкцией. Оснастка нуждается в чистке, а также в обработке антикоррозийными средствами.
Для хранения оснастки больше всего подходят инструментальные шкафы, отдельные ящики. Чтобы уберечь изделия от повреждений и для облегчения поиска, рекомендуется зафиксировать каждый пуансон и матрицу.
При работе с листогибочным прессом очень важно выбрать не только качественное оборудование, но и соответствующую оснастку. Дело в том, что от правильности выбора зависит не только сам процесс обработки деталей, но и финальный результат. В связи с этим, нужно выбирать оснастку, учитывая перечисленные нюансы, а также правильно хранить и обслуживать изделия.
Поделиться в соц. сетях:


Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос