




06.08.2024
Особенности работы на трубогибе
Гибку металлических труб осуществляют для изготовления деталей машин и механизмов, производстве архитектурных форм из металла, производство гидравлических систем и т.д.. Для этого используют специальные устройства, называемые трубогибами. Работа с ними требует наличия определенных навыков. Рассмотрим подробнее особенности этого оборудования, технологических процесс и правила гибки труб.
Особенности трубогибов
Трубогибы предназначены для работы со сплошными или цельносварными трубами, имеющими круглое, квадратное поперечное сечение. Важно, чтобы они были изготовлены из пластичного материала, поскольку в противном случае изделие может покрыться трещинами.
Стоит отметить, что гнутые трубы выгодно выделяются на фоне сварных. Когда по ним проходит рабочая среда, уменьшается гидросопротивление и вероятность протечек. Кроме того, они выглядят более эстетично.
Существует три способа гибки труб:
- под давлением;
- с вытяжкой;
- валковая.
Гибка под давлением по-другому называется компрессионной. Это самый распространенный и простой вариант. Один конец заготовки неподвижно фиксируют, а второй — поворачивают вокруг ее оси.
Осуществляют компрессионную гибку на станках, состоящих их трех валков. Два полностью неподвижны. Их можно регулировать для разных по диаметру заготовок. Третий находится посередине и является подвижным. С его помощью и производится деформирование. Для выполнения данного типа гибки станки называются профилегибы.
Гибка с вытяжкой пригодится при необходимости работы с трубами большого диаметра и из непластичных материалов. На обычных станках сделать ее практически невозможно, поскольку сильно возрастают прикладываемые усилия. В таких случаях используют станки с гидравлическим или электрическим приводом. Здесь не нужно прикладывать усилия вручную. Оборудование само протягивает заготовку вокруг заранее установленного шаблона.
Станки такого типа могут быть обычными с ручным управлением и с ЧПУ (числовое программное управление). Важно, чтобы при работе соблюдались два важных условия:
- Устройство точно подходит ко внешнему диаметру трубы.
- Рабочая поверхность шаблона совпадает с радиусом гибки.
Только в таком случае можно добиться максимально точных результатов.
Если приходится работать с тонкостенными трубами, в процессе они могут разрушиться. Поэтому важно обеспечить им надежную поддержку в той точке, где проходит изгиб.
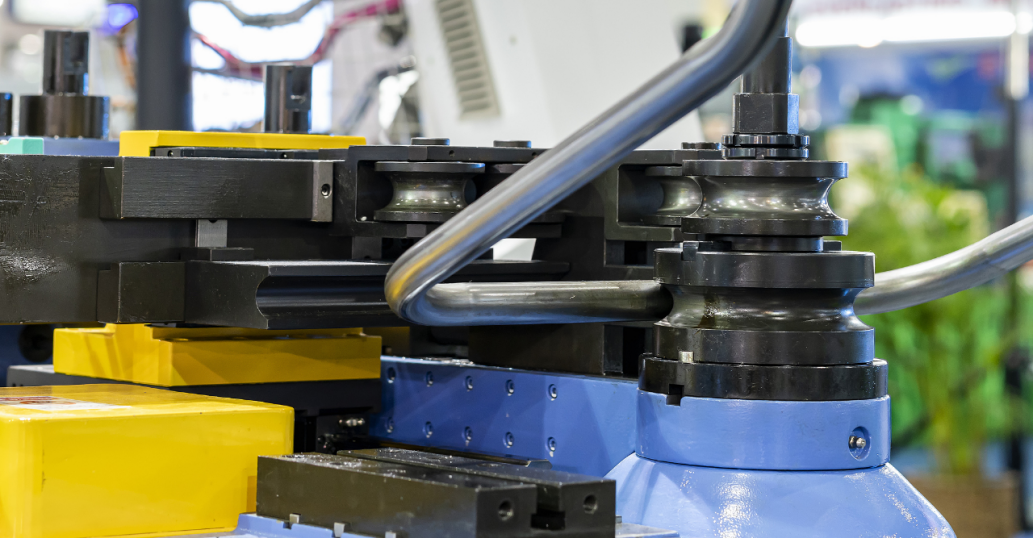
При валковой гибке на профилегибочном станке проводит металлическую трубку по трем роликам. Два расположены на одной стороне, а один — с другой, посередине между двумя предыдущими. Когда они практически не прикасаются к заготовке, деформация не произойдет. Но если увеличить давление на ролики, заготовка начнет принимать нужную форму. Причем чем сильнее давление, тем более жестким будет изгиб и меньшим радиус гиба.
В станках, работающих по методу валковой гибки, бывает установлен ручной, гидравлический или электромеханический привод. Если заготовки изготовлены из среднеуглеродистых и высокоуглеродистых сталей, их прогоняют через рабочую зону несколько раз, поскольку радиус гибки иногда отличается от заданного. В этом есть большой плюс: отшлифованная поверхность роликов уменьшает шероховатость готовой детали. Ее подача в зону гибки осуществляется вручную или с помощью специального приспособления (в станках, имеющих привод).
Как выбрать трубогибочный станок
Все зависит от поставленной задачи. Сказать, что какой-то станок лучше или хуже, нельзя, поскольку каждый имеет свои особенности. Если нужно существенно изменить ось детали, используют гибку с вытяжкой. При необходимости деформации по большому радиусу выбирают станки с валковой гибкой. Это особенно удобно при изготовлении мебели, различных металлоконструкций, например, каркасов для теплиц и парников, в строительстве.
Стоит сказать, что использование трубогибочного оборудования имеет и ряд недостатков. Так, например, для получения нужного гиба иногда нужно пропустить заготовку через рабочую зону несколько раз. Все это занимает время и снижает эффективность работы.
Особенности выбора размера заготовок
Специалисты рекомендуют выбирать трубы стандартного диаметра. Почему? Есть несколько причин:
- Всегда есть в наличии, нет необходимости долго ждать заказ.
- Для гибки подойдет стандартный набор инструментов, который входит в комплект любого трубогиба.
- Есть справочники, которые помогут упростить процесс, например, покажут готовую зависимость между теоретическими и фактическими радиусами гибки.
Чаще всего на практике встречаются несколько соотношений между внешним диаметром труб и толщиной их стенок. Для наглядности объединим данные в таблице:
Толщина стенки в мм | 1,0 | 1,5 | 2,0 |
Диаметр в мм | 4, 6, 8, 10 | 12, 15, 18 | 20, 25 |
Кроме этих показателей, перед началом работы нужно определить значение радиуса гибки, измеряемого по оси заготовки. Стандартная формула для его вычислений: r = 2D. Стоит отметить, что они могут меняться в зависимости от ситуации. Иногда даже приходится дополнительно изготавливать оправку или ролик нестандартной формы и т. д.
Кстати, при увеличении радиуса гибки повышается риск появления складок с той стороны трубы, где образуется напряжение сжатия.
В последнее время все большей популярностью пользуется специальное устройство для мультигибки. С его помощью можно гнуть металлические заготовки разного радиуса и по разным схемам, не перенастраивая при этом оборудование.
Правила работы с трубогибами
Для того, чтобы готовые изделия имели нужно форму, важно следовать нескольким простым правилам. Список таков:
- Выбирайте стандартные по диаметру трубы. В процессе гибки придерживайтесь соотношения r = 2D.
- Если вам нужна мультигибка, приобретите специальное приспособление или набор роликов и оправок.
- Пытаясь предотвратить образование складок, ни в коем случае не снижайте минимально допустимые значения радиуса.
- При решении особо сложных задач сгибайте заготовку по указанным размерам. Если она изготовлена из непластичного материала, слегка подогрейте ее паяльной лампой.
- Если вы работаете с пружинистыми сталями, прогоняйте заготовку по рабочей зоне несколько раз, не меняя при этом настройки.
И еще один важный момент: в процессе работы нет необходимости использовать смазку. Есть две причины, почему. Во-первых, она искажает готовый результат. Во-вторых, гибка труб — не настолько энергозатратный процесс, требующий уменьшения прилагаемых усилий.
Итого, гибка труб — процесс, который при отсутствии специального оборудования можно производить и вручную. Но при этом желательно иметь в наличии шкалу для настроек и комплект сменных деталей, например, роликов. Если же есть возможность купить механизированные трубогибы, отдайте предпочтение моделям с гидроприводом. Несмотря на небольшую скорость работы, они выдают меньше брака.
Поделиться в соц. сетях:


Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос