




Сверлильные станки по металлу
Выбрать по стране
 Китай
Китай 



Сверлильный станок с ЧПУ ZK5150
Размер стола: 850 X 470 мм
Максимальный диаметр сверления: Ø50
Ширина/количество Т-образных пазов: 18/4 мм
Конус отверстия шпинделя: МТ5
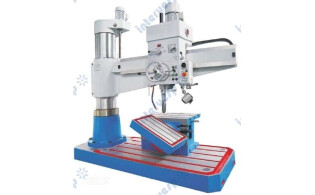
Радиально-сверлильный станок RD-413B
Максимум. диаметр сверления: 40 мм
Максимальный диаметр резьбы: M32
Конус шпинделя: МТ4
Угол движения руки: ±180°
Радиально-сверлильный станок RD-513B
Максимум. диаметр сверления: 50 мм
Максимальный диаметр резьбы: M40
Конус шпинделя: MT5
Угол движения руки: ±180°
хит продаж
Китай 




Радиально-сверлильный станок Z3080×20A/25A
Максимум. диаметр сверления: 80 мм
Расстояние от торца шпинделя до поверхности стола: 350–1585 мм
Расстояние от оси шпинделя до колонны: 500–2070 / 2570 мм
Конус шпинделя: MT6
хит продаж
Китай 






Радиально-сверлильный станок Z30100×31
Максимум. диаметр сверления: 100 мм
Расстояние от торца шпинделя до поверхности стола: 750–2500 мм
Расстояние от оси шпинделя до колонны: 570–3150 мм
Конус шпинделя: MT6
Китай 



Радиально-сверлильный станок Z30125×40
Максимум. диаметр сверления: 125 мм
Расстояние от торца шпинделя до поверхности стола: 750–2500 мм
Расстояние от оси шпинделя до колонны: 600–4000 мм
Конус шпинделя: Плоский, метрический 80
хит продаж
Китай 



Радиально-сверлильный станок Z3063X20
Максимум. диаметр сверления: 63 мм
Диаметр нарезания резьбы: M35
Расстояние от торца шпинделя до поверхности стола: 290 – 1540 мм
Расстояние от оси шпинделя до колонны: 430 – 1930 мм
Конус шпинделя: МТ5
Китай 


Сверлильный станок с ЧПУ DSZ-30
Диаметр сверления: 30 мм
Управление: PLC и сенсорный экран



Автоматический сверлильный станок 4150х3
Диаметр сверления: 50 мм
Мощность двигателя шпинделя: 5,5 (7,5) кВт
Китай 
Сверлильный станок BOX-тип WD5163 (80)
Диаметр сверления: 60 мм (80мм)
Конус шпинделя: MT5
Мощность шпинделя: 5.5 кВт
Китай 
Линия высокоскоростного сверления балок с ЧПУ TBHD700
H профиль:
Высота (мм): 150~700
Ширина (мм): 75~400
Максимальная длина материала: 12000/опция 15000
Китай 



Купить сверлильные станки по металлу
Сверлильный станок, это станок который предназначен для обработки или выточки отверстий. На таких станках, производят работы по сверлению или рассверливанию отверстий, расточке, нарезанию резьбы или анкернению. Существуют несколько типов станков, горизонтально или вертикально сверлильные, центровальные и многошпиндельные, агрегатные, специализированные и другие.
Вертикальный сверлильный станок один из самых распространенных типов станков, применяется в основном для сверления небольших отверстий при мелкосерийном производстве или для работы в ремонтных мастерских. Основной инструмент, применяемый в этих станках, это сверло, развертка и зенковка, который закрепляются в вертикальном шпинделе, саму же деталь фиксируют на столе. Если необходимо просверлить отверстия в крупной детали или это необходимо сделать по ее радиусу, тогда используют радиально-сверлильный станок. На нем совмещение осей сверла и обрабатываемой детали происходит с помощью шпинделя, деталь при этом неподвижно закреплена.
Горизонтальный сверлильный станок, используют для сверления или обработки глубоких отверстий. Для получения центровых отверстий в деталях используют центровой станок. При необходимости их комплектуют отрезными суппортами для нарезки заготовок перед центрованием. Если необходимо просверлить отверстия в нескольких деталях одновременно используют многошпиндельные станки со сверлильными головками.
Расточной станок применяется для зенкерования, растачивания, сверления и нарезания резьбы в деталях с цилиндрической поверхностью. Координатно-расточной станок применяется для чистовой обработки отверстий и пазов.
Работа на нем происходит без применения приспособлений для направления инструмента.
Смотрите также





Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос