




https://intervesp.by/catalog/metalloobrabatyvayuschee-oborudovanie/oborudovanie-dlya-obrabotki-metalla-rezaniem/sverlilnye-stanki/liniya-vysokoskorostnogo-sverleniya-balok-s-chpu-tbhd700
Линия высокоскоростного сверления балок с ЧПУ TBHD700

 Китай
Китай Основные характеристики
H профиль:
Высота (мм): 150~700
Ширина (мм): 75~400
Максимальная длина материала: 12000/опция 15000


Шеф-монтаж и пуско-наладка
Осуществляем запуск поставленного оборудования

Сервис
Собственный штат наладчиков

Гарантия
Выезд специалистов во время гарантийного периода

Лизинг
Приобретение оборудования в лизинг на выгодных условиях
Получить предложение
 WhatsApp
WhatsApp  Telegram
Telegram Данный станок в основном используется для обработки отверстий на двутавровой балке, швеллерной балке с высокой скоростью и точным позиционированием. Подача трех шпинделей приводятся в действие серводвигателем. Шпиндель с сервоприводом, система управления SIEMENS PLC и подача с помощью каретки с ЧПУ, что обеспечивает высокую эффективность и точность; Данный станок широко используется в производстве мостов, зданий из металлоконструкций и других отраслях промышленности.
Технические особенности оборудования
1. Вся машина имеет оптимизированную интегрированную конструкцию с высококачественным корпусом машины и сверлильными узлами, которые обеспечивают высокую стабильность и высокую жесткость при высокоскоростном сверлении. Этот станок состоит из основного станка, подвижного стола с ЧПУ (3), блоков шпинделя сверления (3), зажимного устройства, устройства обнаружения, системы охлаждения, ящика для отходов, гидравлической станции, системы смазки, магазина инструментов (опционально), устройства маркировки (опционально).
2. Станина основного станка изготовлена из профильной трубы и листовой стали. Структура основного станка усилена там, где напряжение больше. После сварки проводилась обработка искусственным старением и снятие напряжений. Все это обеспечивает стабильность основного станка и точность обработки.
3. Имеется три подвижных стола с ЧПУ: подвижный стол с ЧПУ с фиксированной стороной, подвижный стол с ЧПУ с подвижной стороной и промежуточный подвижный стол с ЧПУ. Три подвижных стола аналогичны по конструкции и состоят из подвижной пластины, подвижного стола и системы сервопривода.
4. На трех подвижных столах имеется шесть осей ЧПУ, в том числе три оси ЧПУ подачи и три оси ЧПУ позиционирования. Каждая ось с ЧПУ управляется точной линейной направляющей качения, приводимой в движение серводвигателем переменного тока и шариковым винтом, что обеспечивает точность позиционирования.
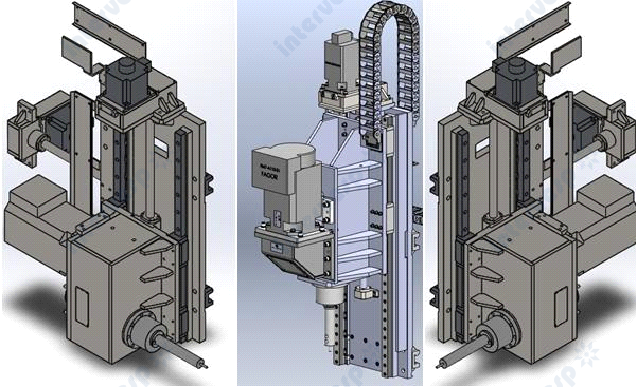
5. Имеются три шпиндельные блока, которые установлены на трех подвижных столах с ЧПУ для горизонтального и вертикального сверления. Каждый блок сверлильного шпинделя может сверлить как отдельно, так и одновременно.
6. Используется высокоскоростной прецизионный шпиндель известного тайваньского бренда модели BT, который может удовлетворить спрос на сверла из твердого сплава и быстрорежущей стали. Каждая ось ЧПУ управляется линейной направляющей с тяжелым загрузочным роликом, приводимой в действие серводвигателем и роликовым винтом, которые обеспечивают жесткость и точность позиционирования.
7. Также оснащен гидравлическим цилиндром для инструмента, использующим гидравлическую тарельчатую пружину для автоматического снятия зажима инструмента, вытягивания инструмента, устройством контроля состояния инструмента для проверки зажима инструмента и эффективным предохранительным защитным устройством. Позволяет легко менять инструменты. Шпиндель приводится в движение сервоприводом шпинделя и зубчатым ремнем, передаточное число i=2, скорость вращения шпинделя 0~3000 об/мин, большой диапазон скоростей вращения.
8. Заготовка фиксируется методом гидравлического зажима. Есть пять гидравлических цилиндров, которые зажимаются горизонтально и вертикально. Горизонтальный зажим состоит из опорной точки с фиксированной стороны и зажима с подвижной стороны, опорная точка с фиксированной стороны зафиксирована, зажим с подвижной стороны приводится в движение большим цилиндрическим подвижным столом, направляемым линейной направляющей, движущейся к неподвижной стороне для горизонтального зажима заготовки; вертикальный зажим осуществляется как с фиксированной, так и с подвижной стороны, и каждый цилиндр приводит в движение прижимную планку вверх и вниз в четырех положениях. Заготовка зажимается вертикально.
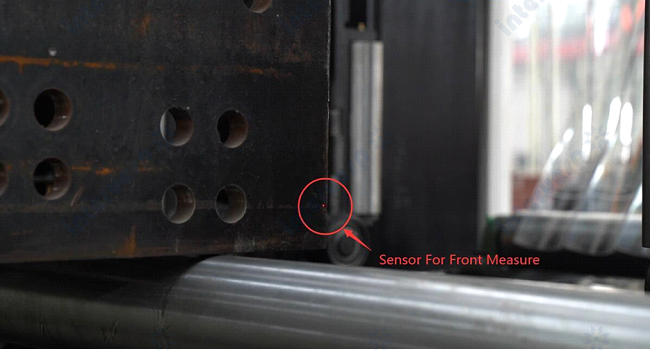
9. Подача осуществляется подачей каретки с ЧПУ. Каретка с ЧПУ замедляется серводвигателем через редуктор, а затем проходит через зубчатую рейку, приводя в действие лазерное устройство выравнивания. Когда заготовка подается, заготовка может быть обнаружена, а затем возвращена для точного позиционирования.
10. Система охлаждения: с помощью воздушно-туманного охлаждения, с внутренним и внешним охлаждением. Каждый блок сверлильного шпинделя оснащен собственным внешним охлаждающим соплом и внутренним охлаждающим соединением, которые можно выбрать в соответствии с потребностями сверления отверстий. Внутреннее и внешнее охлаждение могут использоваться независимо или одновременно.
11. Контейнер для сбора стружки: универсальный на роликовой направляющей, удобен для переноски.
12. Гидравлическая система предназначена для автоматического устройства сверлильного блока плунжерного типа, горизонтального зажима, вертикального зажима, бокового толкания, с унифицированной подачей масла; все гидравлические блоки произведены импортными брендами или совместными предприятиями, для простоты обслуживания и устранения утечек масла, во всей конструкции используются накопительные клапаны. Если установлен блок маркировки, имеется также независимая гидравлическая станция для работы блока маркировки.
13. Машина оснащена автоматической системой смазки, автоматически закачивает смазочное масло и полностью смазывает каждую часть линейной направляющей, шарико-винтовых гаек, подшипников качения и т. д.
Регулярное время смазки, не требует ручной смазки, увеличивает срок службы деталей и экономит время. Все смазочные насосы и узлы используют известные бренды.
14. Магазин инструментов (опционально): Установлены 3 встроенных магазина инструментов, которые реализуют автоматическую смену инструмента, а также отвечают требованиям сверления отверстий нескольких диаметров. Охлаждение масляным распылением и воздушным распылением, имеет внутреннее и внешнее охлаждение.
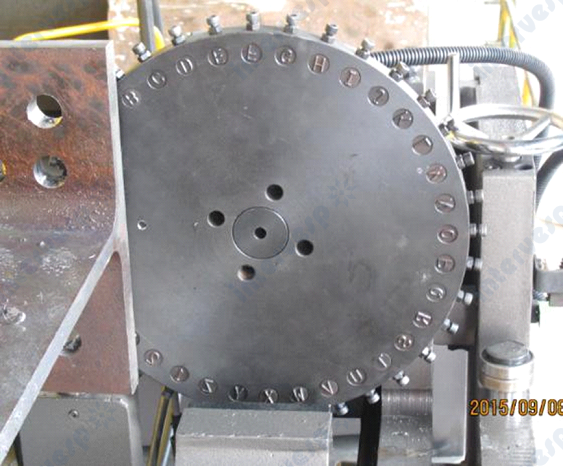
15. Блок маркировки (опционально): Блок маркировки использует структуру набора текста на диске, 0-9, A-Z, 36 символов распределены на диске, а положение выбирается серводвигателем.
16. Система управления SIEMENS PLC. Сильная защита от помех, высокая точность благодаря цифровой связи, таким образом преодолевают дефект легкого вмешательства в традиционную импульсную аналоговую передачу.
17. Для обеспечения точности, надежности и стабильности системы трансмиссии, электрической системы, гидравлической системы все ключевые компоненты произведены всемирно известным брендом.
Список запасных частей
No. | NAME | MODEL | Qty. |
1 | Бесконтактный переключатель | Нормально открытый | 1 |
2 | Бесконтактный переключатель | Нормальное закрытие | 1 |
3 | Твердосплавное сверло | По потребностям заказчика | 3 |
6 | Держатель инструментов | BT40,300mm | 3 |
9 | Держатель инструментов | BT40xMT4, Morse #4 | 3 |
10 | Спиральное сверло быстрорежущая сталь | По потребностям заказчика | 3 |
11 | Заклепка | BT40, 45° центральное охлаждение | 3 |
12 | Заклепка | BT40, 45° | 3 |
13 | Зажим в инструментальном магазине |
| 3 |
14 | Торцевой ключ |
| 1 set |
15 | Разводной гаечный ключ | 300мм | 1 |
16 | Гаечный ключ | 17-19 | 1 |
17 | Отвертка | - | 1 |
18 | Отвертка | + | 1 |
19 | Резервная краска | Основной цвет, предупреждающий цвет | 2 |
20 | Воздушный пистолет |
| 1 |
21 | Руководство по эксплуатации |
| 1 |
22 | Упаковочный лист |
| 1 |
23 | Сертификация соответствия |
| 1 |
24 | Список запасных частей |
| 1 |
Сравнение преимуществ TSWZ700 и TBHD700
Основное преимущество высокоскоростного сверления с ЧПУ TBHD700, это высокая скорость сверления, скорость вращения может достигать 3000 об/мин.

Благодаря тому, что TBHD700 использует твердосплавные сверла, эффективность обработки одного отверстия увеличилась более чем в 5 раз по сравнению с машиной с нормальной скоростью, а общая эффективность производства более чем в 2 раза по сравнению с обычной машиной.
Например: заготовка диаметром 22 мм и толщиной 20 мм, для серии TSWZ для сверления одного отверстия требуется около 30 секунд, для серии TBHD700 можно управлять в течение 5 секунд.
Модель | TSWZ700 | TBHD700 | |
Тип сверла |
Спиральные сверла | Твердосплавные сверла (YESTOOL Корея) | Твердосплавные сверла (SANDVIK) |
Скорость линии (м/мин) | 25 | 80 | 100 |
Скорость подачи (мм/об) | 0.22 | 0.25 | 0.25 |
Скорость вращения (об/мин) | 361 | 1157 | 1447 |
Скорость подачи (мм/мин) | 80 | 289 | 361.75 |
Толщина (мм) | 20 | 20 | 20 |
Время разрушения стружки | Время разрушения стружки составляет около 20% от общего времени. | Автоматическое стружкодробление без паузы | Автоматическое стружкодробление без паузы |
Время обработки одного отверстия (с) | 30 | 5.3 | 4.3 |

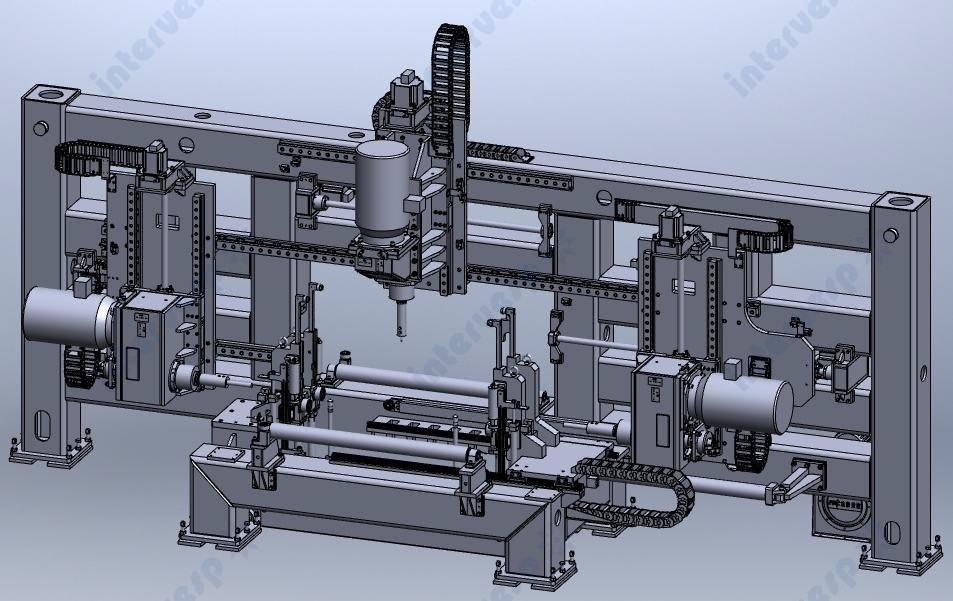
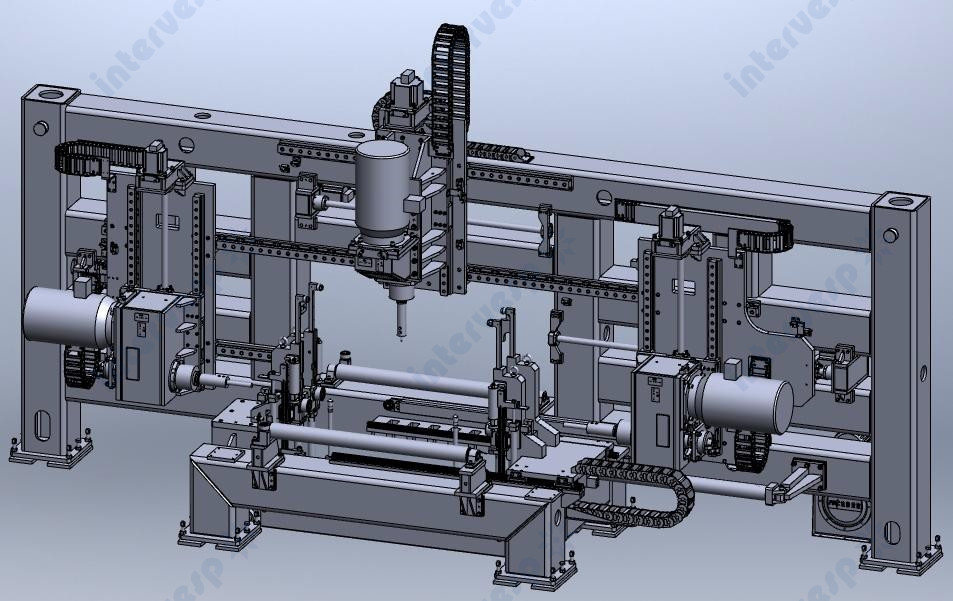
Главная машина TBHD700.

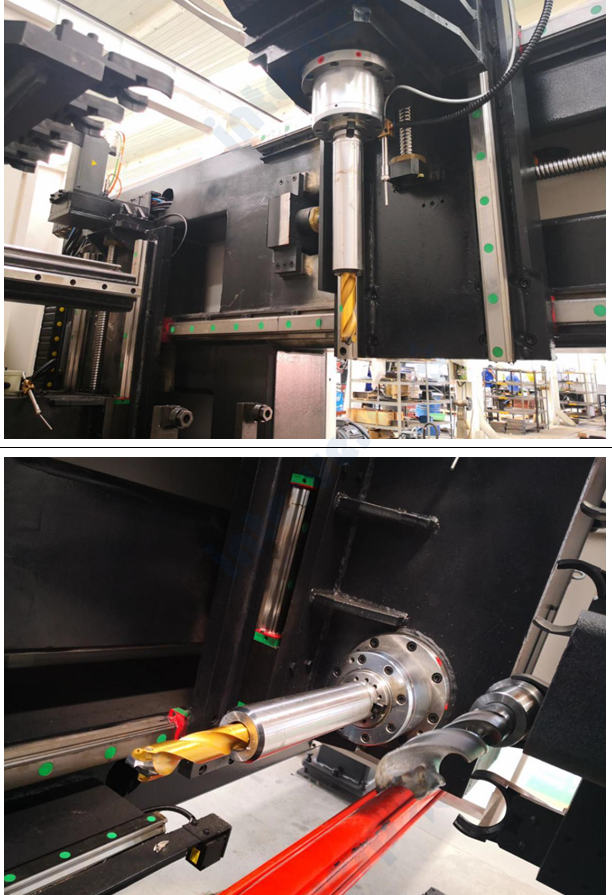
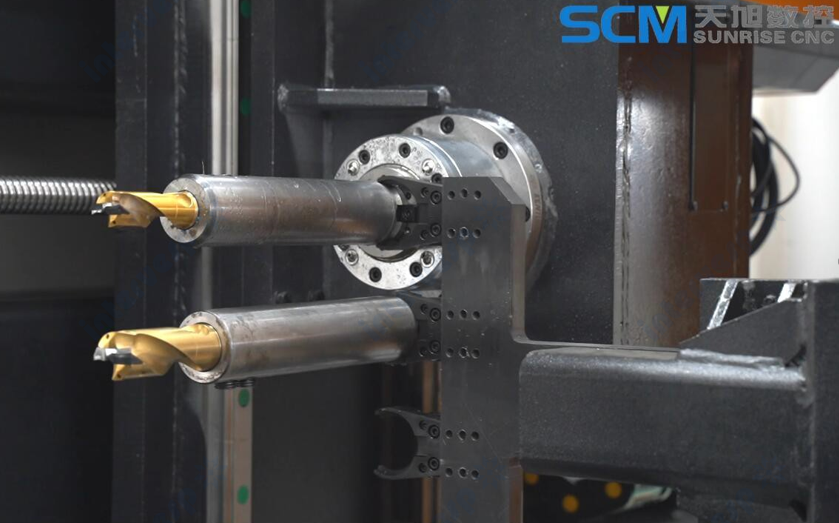
Три сверлильных шпинделя BT40 (сверху, слева и справа).

Устройство автоматической смены инструмента (ATC) с четырьмя инструментами для каждого устройства смены (опция).
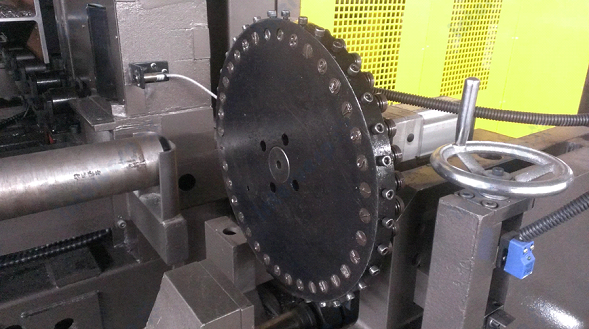
Блок маркировки (опционально).

Внутренняя и внешняя система охлаждения.
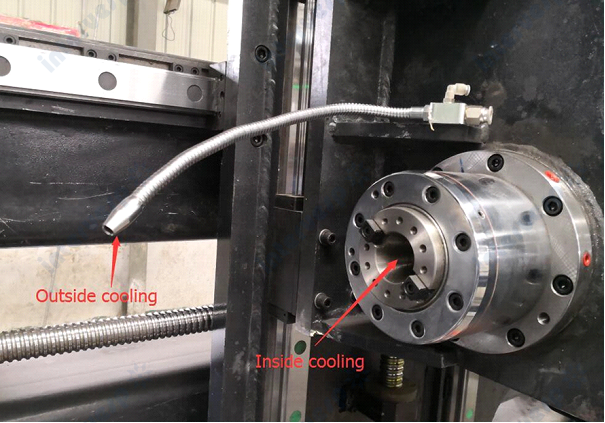
При использовании высокоскоростных сверл используйте внутреннее охлаждение, при использовании обычного спирального сверла используйте внешнее охлаждение.

Блок подачи каретки с ЧПУ с роликовым загрузочным транспортером.

Подающая каретка, используемая для автоматической подачи заготовок, управляется PLC, высокая точность.

Рабочее освещение
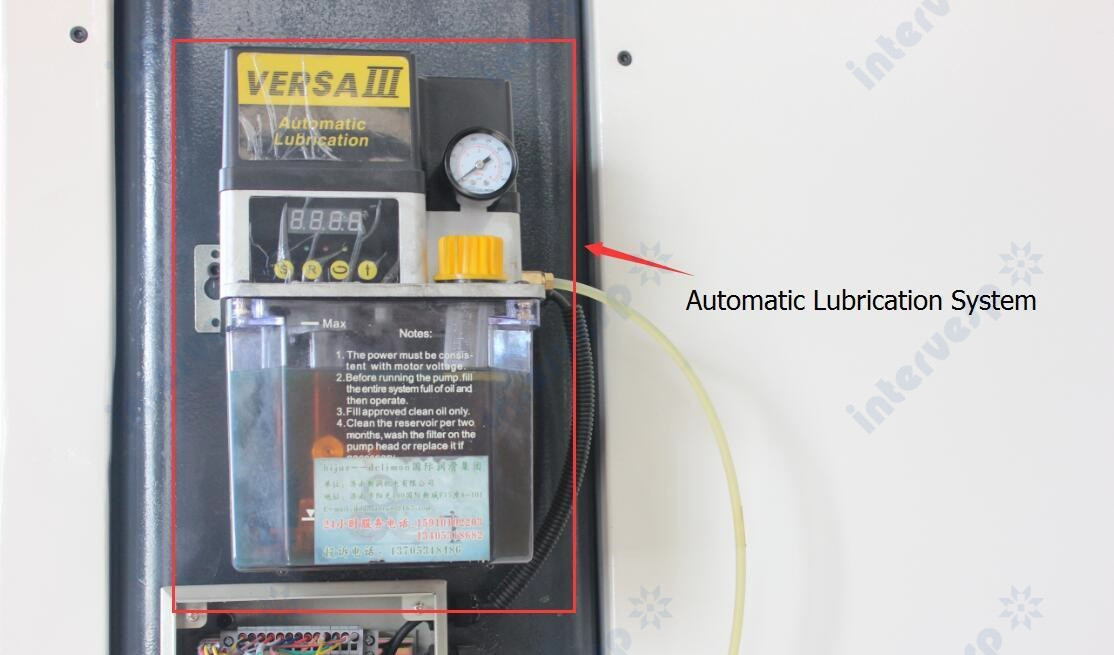
Автоматическая система смазки
При работе некоторые части этой машины необходимо часто смазывать, например, линейные направляющие, шарико-винтовые пары и так далее. Благодаря этому устройству рабочим не нужно смазывать эти детали вручную. (Смазочное масло поступает не циклично).

Датчик для измерения головы и длины

Расположение
Поперечные конвейеры для передачи материала на подающие конвейеры.


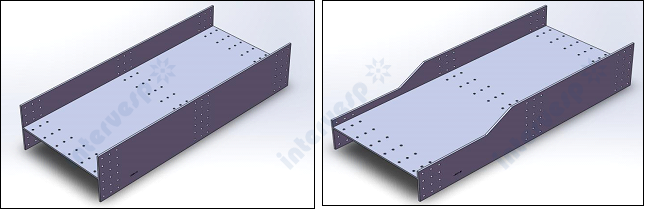
Обработанные заготовки и высококачественные отверстия


Рабочие части
Технические характеристики
Основные характеристики
| Модель | TBHD700 |
| H профиль | |
| Высота (мм) | 150~700 |
| Ширина (мм) | 75~400 |
| Макс. длина материала (мм) | 12000/15000(опция) |
| Шпиндель | |
| Количество | 3 |
| Конус шпинделя | BT40 |
| Скорость вращения шпинделя (об/мин) | 0~3000 |
| Скорость подачи (мм/мин) | 0~5000 |
| Макс. диаметр отверстия (мм) | φ40 |
| Длина движения по центральной оси (мм) | |
| Центральный подвижный стол/ Горизонтальное направление | 45~650 |
| Фиксированная сторона/подвижная сторона Вертикальное направле-ние | 30~370 |
| Мощность двигателя, Мощность двигателя шпинделя (кВт) | 15 |
| Подача серводвигателя (кВт) | 2 |
| Положение серводвигателя (кВт) | 2 |
| Серводвигатель каретки подачи (кВт) | 5 |
| Система управления | |
| ЧПУ система | SIEMENS PLC |
| Количество осей ЧПУ | 7+3 |
| Гидравлическая система | |
| Макс. Гидравлическое давление (МПа) | 7.5 |
| Мощность двигателя (кВт) | 5.5 |
| Система охлаждения | |
| Форсунки, шт | 3 |
| Давление сжатого воздуха (МПа) | 0,6 |
| Способ охлаждения | Внутреннее охлаждение и внешнее охлаждение |
| Инструменталь-ный магазин (опцияl) | |
| Количество инструментов в магазине | 3 шт. |
| Количество инструментов для каждого магазина | 4 шт. |
| Маркировка (опция) | |
| Количество символов | 36 символов |
| Размер символов | Φ10 мм |
| Глубина отпечатка | 0.8мм~ 1.5мм |
| Мощность серводвигателя (кВт) | 0.75 |
| Рабочая среда | |
| Напряжение | Трехфазная четырехпроводная система 380±10% В, 50 Гц |
| Рабочая мощность | 220±10%V50HZ |
| Мощность управления | 24V DC |
| Температура | 0℃ ~ 40℃ |
| Влажность окружающей среды | ≤75% |
| Габаритные размеры (Д×Ш×В)(мм) | Примерно 5000×2100×3500 |
| Вес основной машины (Kg) | Около 7800 |
Дополнительный раздел характеристик
| Основные компоненты станка | |
| 1Система управления | SIEMENS PLC |
| 2Серводвигатель | Germany SIEMENS |
| 3Сервопривод | Germany SIEMENS |
| 4Двигатель шпинделя | SFC/CTB |
| 5Компьютер | Lenovo China |
| 6Поворотный энкодер | Japan OMRON |
| 7Бесконтактный переключательНормально разомкнутый/нормально закрытый | AUTONICS |
| 8Бесконтактный переключатель | Korea AUTONICS |
| 9Фотоэлектрический переключатель | Korea AUTONICS |
| 10Электрические детали низкого напряжения (переключатели, кнопки, прерыватели, индикаторы, контакторные переключатели и т. д.) | Germany SIEMENS |
| Основные компоненты гидравлического давления: | |
| 1Гидравлические клапаны (Главные) | Italy ATOS |
| Основные механические компоненты: | |
| 1Шариковый винт | Taiwan HIWIN /PMI |
| 2Линейная направляющая | Taiwan HIWIN /PMI |
| 3Прецизионный шпиндель | Taiwan |
| Другие компоненты: | |
| 1Опрыскивающий насос охлаждения | ARMORINE |
| 2Сопло | ARMORINE |
| 3Воздухоподготовка | AirTac |
| 4Цилиндры | AirTac |
Похожие товары
Китай 


Сверлильный станок с ЧПУ DSZ-30
Диаметр сверления: 30 мм
Управление: PLC и сенсорный экран



Автоматический сверлильный станок 4150х3
Диаметр сверления: 50 мм
Мощность двигателя шпинделя: 5,5 (7,5) кВт
Китай 
Сверлильный станок BOX-тип WD5163 (80)
Диаметр сверления: 60 мм (80мм)
Конус шпинделя: MT5
Мощность шпинделя: 5.5 кВт



 Китай
Китай 



Радиально-сверлильный станок Z3063X20
Максимум. диаметр сверления: 63 мм
Диаметр нарезания резьбы: M35
Расстояние от торца шпинделя до поверхности стола: 290 – 1540 мм
Расстояние от оси шпинделя до колонны: 430 – 1930 мм
Конус шпинделя: МТ5
Китай 




Радиально-сверлильный станок Z3080×20A/25A
Максимум. диаметр сверления: 80 мм
Расстояние от торца шпинделя до поверхности стола: 350–1585 мм
Расстояние от оси шпинделя до колонны: 500–2070 / 2570 мм
Конус шпинделя: MT6
Китай 






Радиально-сверлильный станок Z30100×31
Максимум. диаметр сверления: 100 мм
Расстояние от торца шпинделя до поверхности стола: 750–2500 мм
Расстояние от оси шпинделя до колонны: 570–3150 мм
Конус шпинделя: MT6
Китай 



Радиально-сверлильный станок Z30125×40
Максимум. диаметр сверления: 125 мм
Расстояние от торца шпинделя до поверхности стола: 750–2500 мм
Расстояние от оси шпинделя до колонны: 600–4000 мм
Конус шпинделя: Плоский, метрический 80
Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос