




27.05.2026
Объяснение шероховатости поверхности: Ra, Rq, Rz и многое другое
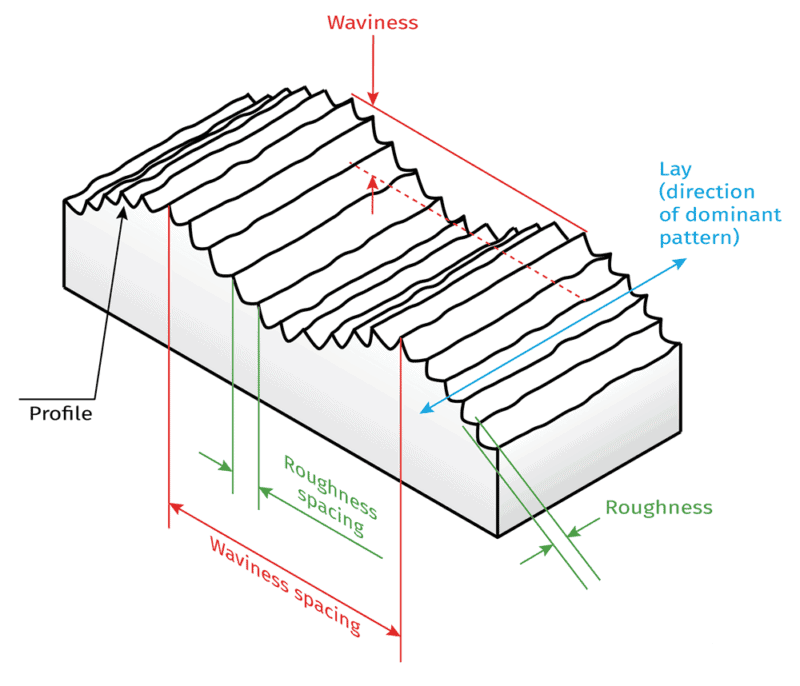
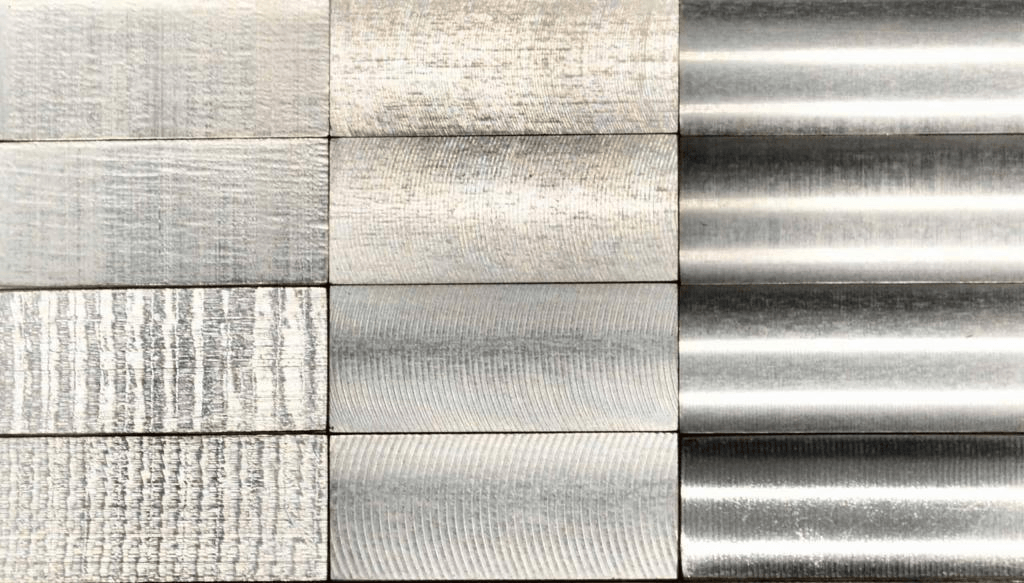
Под понятием шероховатости принято подразумевать сложный комплекс геометрических неровностей с относительно малыми шагами, которые образуют рельеф наружного слоя изделия. Любой технологический процесс, будь то точение, шлифование или литье, оставляет на металле свой характерный след. Визуально деталь может выглядеть безупречно гладкой, однако при значительном увеличении обнаруживается чередование выступов и впадин различной формы и высоты. Именно эта микрогеометрия определяет, как долго прослужит механизм и насколько эффективно он будет выполнять свои функции.
Влияние состояния поверхности на эксплуатационные свойства трудно переоценить. Качественная обработка снижает коэффициент трения, препятствует возникновению усталостных трещин и повышает сопротивляемость материала коррозии. В то же время слишком гладкая поверхность в узлах трения может привести к разрыву масляной пленки и возникновению эффекта «схватывания». Поэтому задача инженера заключается не в достижении максимальной зеркальности, а в обеспечении оптимального рельефа для конкретных условий работы детали.
Структурные составляющие измеряемого профиля
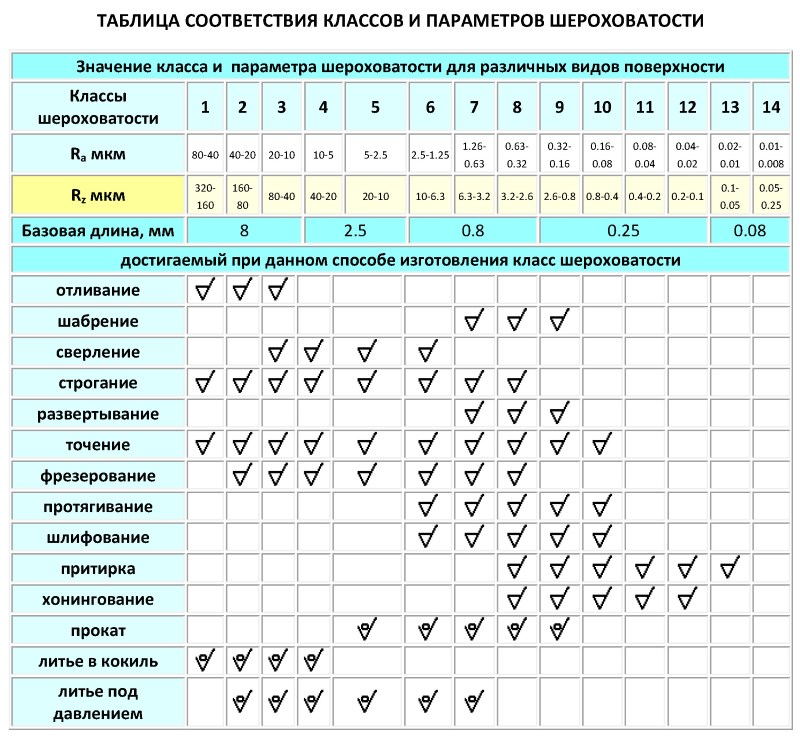
Для того чтобы количественно описать неровности, необходимо выделить определенный участок поверхности. В метрологии используется понятие базовой длины — это отрезок, на котором измеряются параметры без учета более крупных геометрических отклонений, таких как волнистость или общая кривизна детали. Выбор базовой длины зависит от предполагаемой степени грубости обработки: чем больше неровности, тем длиннее должен быть участок для их объективной оценки.
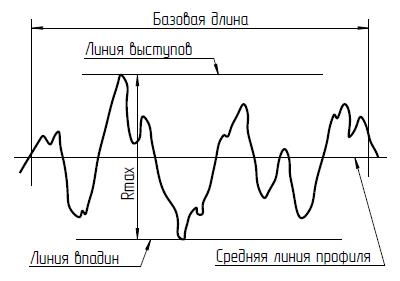
Центральным элементом анализа является средняя линия профиля. Она проводится таким образом, чтобы в пределах базовой длины площади, занимаемые выступами над этой линией и впадинами под ней, были равны между собой. Все расчетные показатели шероховатости так или иначе привязаны к отклонениям точек реального профиля от этой условной оси. Понимание этого механизма позволяет интерпретировать числовые значения, которые выдают современные измерительные приборы.
Ra: Самый распространенный индикатор качества
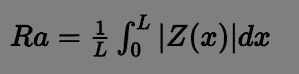
Параметр Ra считается основным и наиболее универсальным показателем шероховатости во всем мире. Он представляет собой среднее арифметическое значение абсолютных отклонений профиля от средней линии. Если представить все неровности в виде единого массива данных, то Ra покажет усредненную высоту этого массива.
Главное преимущество Ra заключается в его стабильности. Поскольку это усредненная величина, случайные единичные дефекты или пылинки на поверхности прибора слабо влияют на конечный результат. Однако в этом кроется и основной минус: Ra не дает информации о форме неровностей. Две поверхности с абсолютно разным характером — одна с острыми пиками, а другая с плавными волнами — могут иметь идентичный показатель Ra, хотя в работе они проявят себя совершенно по-разному.
Rq: Повышенная чувствительность к отклонениям
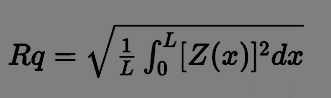
Среднеквадратичное отклонение профиля, обозначаемое как Rq, является важным дополнением к Ra. Его расчет основан на возведении в квадрат величин отклонений перед их усреднением и последующем извлечении корня из полученной суммы.
Благодаря этой особенности Rq гораздо эффективнее выявляет случайные глубокие царапины или высокие заусенцы, которые могли бы «раствориться» в общем значении Ra. Данный параметр часто применяется в высокоточных отраслях, таких как производство полупроводников или оптических линз. Для стандартных обработанных поверхностей значение Rq обычно превышает Ra примерно на двадцать пять процентов, и это соотношение часто используется для быстрой проверки корректности измерений.
Rz: Оценка высотных экстремумов
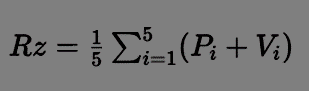
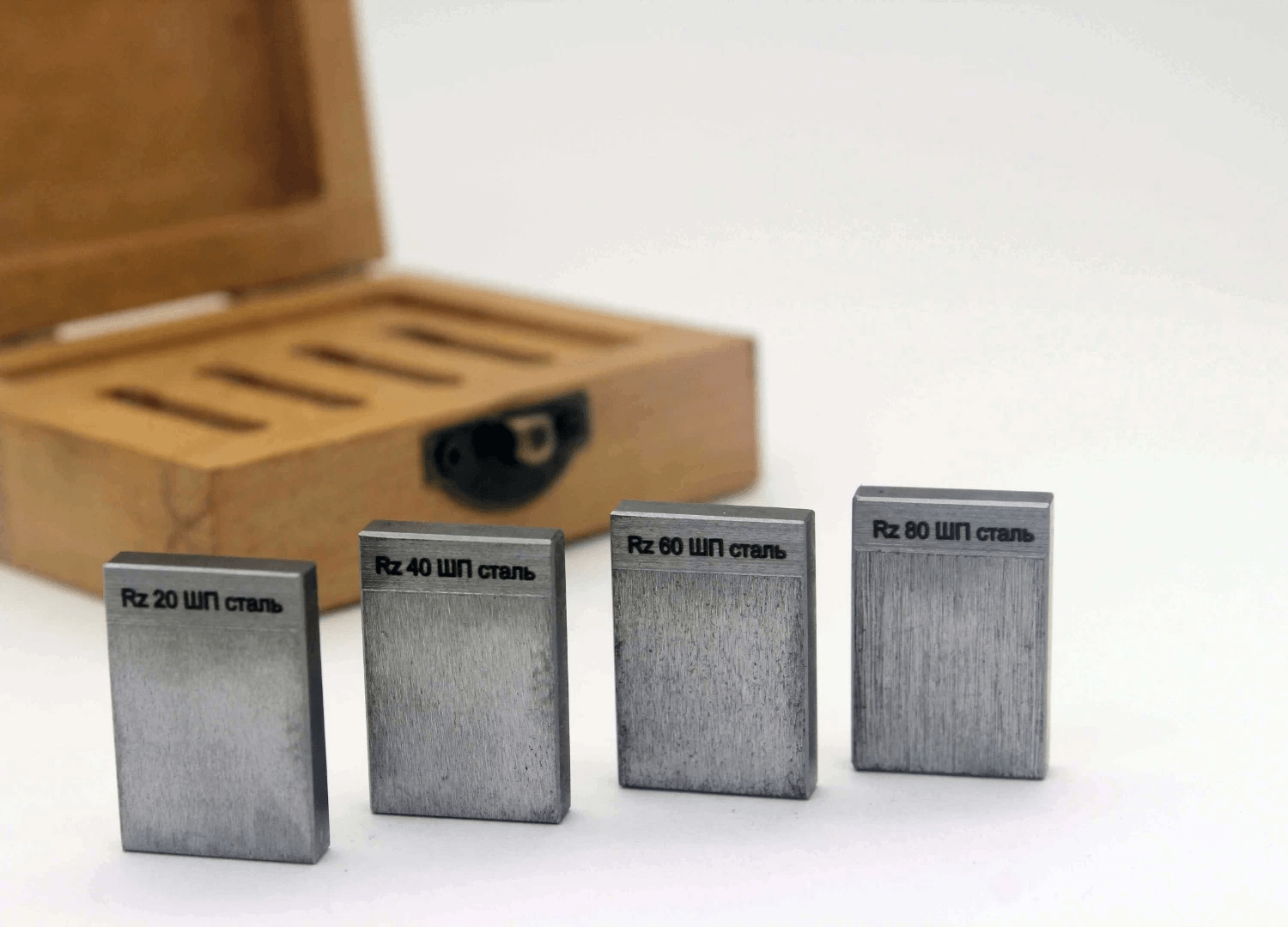
Параметр Rz фокусируется на максимальных перепадах высот. В современной международной практике под ним понимают среднюю высоту неровностей, вычисленную по нескольким базовым участкам. В отличие от Ra, который сглаживает картину, Rz напрямую указывает на расстояние между самыми высокими и самыми низкими точками рельефа. Это критически важно в тех случаях, когда поверхность должна обеспечивать плотное прилегание и герметичность, например, в местах установки резиновых уплотнений или металлических прокладок.
Если значение Rz будет слишком высоким, пики неровностей могут деформировать уплотнительный материал, а глубокие впадины станут каналами для микропротечек. Также этот параметр важен при подготовке под покраску или гальваническое покрытие: слишком высокие выступы могут не полностью покрыться слоем защитного состава, что со временем приведет к точечной коррозии. В чертежах Rz часто указывается для поверхностей, которые не подвергаются финишному шлифованию, но требуют контроля грубости обработки.
Вспомогательные метрики для глубокого анализа
Помимо перечисленных лидеров, существует целый ряд параметров, позволяющих описать специфические свойства поверхности. Например, параметр Rt определяет общую высоту профиля как расстояние от высшего пика до низшей впадины на всей длине измерения. Он является самым жестким индикатором качества, фиксирующим наихудший возможный дефект на проверяемом участке.
Также существенное значение имеют параметры формы, такие как Rp (максимальная высота выступа) и Rv (максимальная глубина впадины). Их сравнение позволяет понять, является ли поверхность преимущественно «заполненной» или «пустотной». Это знание необходимо при проектировании деталей, работающих в условиях интенсивного износа или требующих специфических адгезионных свойств. Анализ относительной опорной длины профиля помогает предсказать, как быстро поверхность приработается и какую площадь контакта она обеспечит под нагрузкой.
Принципы выбора параметров в проектировании
Выбор конкретного параметра шероховатости для внесения в конструкторскую документацию — это всегда поиск компромисса между функциональностью и стоимостью производства. Указание неоправданно жестких требований к Ra или Rz приводит к усложнению технологического процесса, необходимости использования дорогостоящего абразивного инструмента и увеличению времени обработки.
В большинстве случаев для деталей общего назначения вполне достаточно нормирования по Ra. Однако для критически важных компонентов, таких как шейки коленчатых валов, посадочные места подшипников или зеркала цилиндров, необходимо использовать комплексный подход. Современные стандарты позволяют указывать сразу несколько параметров, что гарантирует соблюдение как общей чистоты поверхности, так и отсутствие опасных единичных дефектов. Применение цифровых профилометров позволяет оперативно контролировать все эти показатели, обеспечивая высокое качество и долговечность выпускаемой продукции.
Поделиться в соц. сетях:


Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос