




13.07.2026
Зачем переходить с 3-х осевой обработки на 5-и осевую: главные причины
Рано или поздно почти каждое механообрабатывающее производство упирается в потолок: деталей становится сложнее, допуски жестче, а трехосевой станок уже не справляется без хитростей и долгих переустановок. В этот момент и возникает вопрос о переходе на пятиосевую обработку. Разберемся без рекламного тумана, что реально дает пятая ось, кому она нужна и в чем подвох, чтобы решение было осознанным, а не данью моде.
Чем отличаются три и пять осей
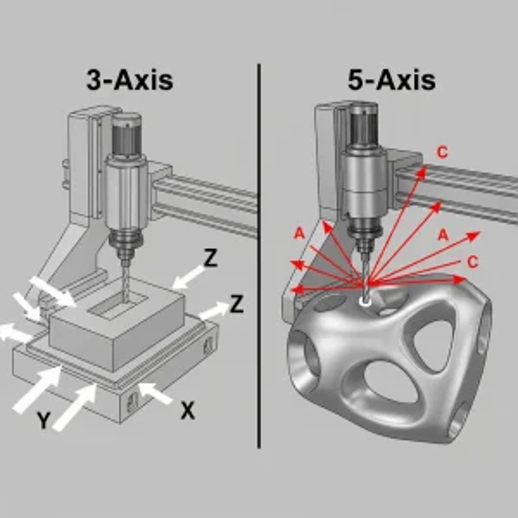
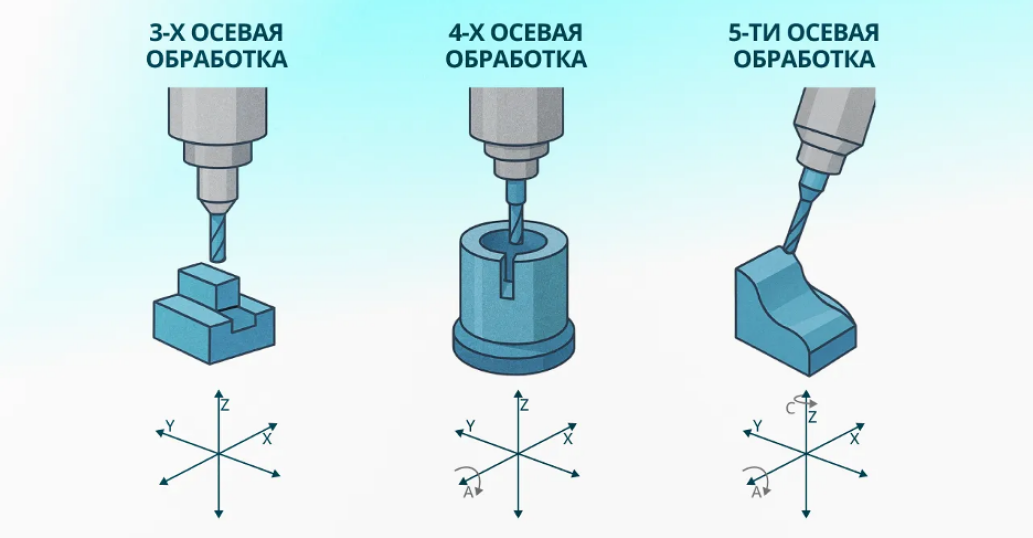
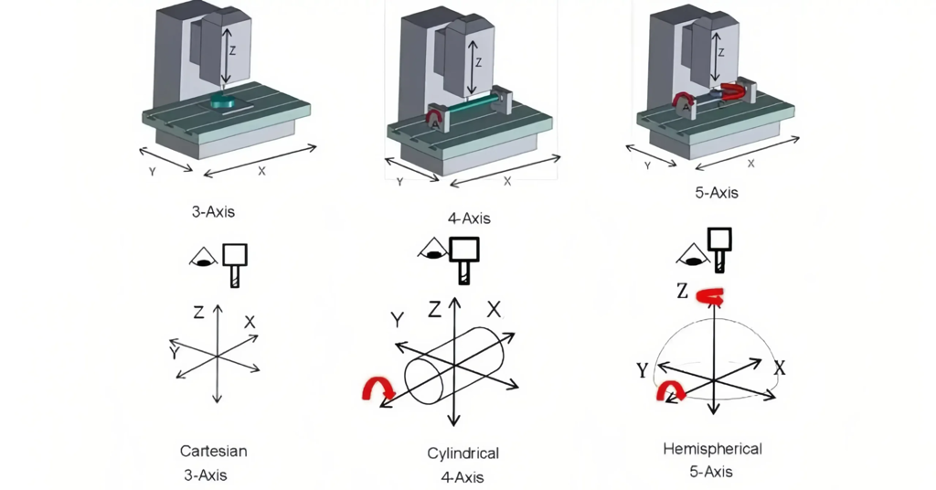
У классического станка три линейные оси: X и Y перемещают инструмент или стол в горизонтальной плоскости, Z отвечает за вертикаль. Инструмент при этом всегда подходит к заготовке под одним и тем же углом, грубо говоря – сверху. Чтобы обработать деталь с другой стороны, ее приходится снимать, переворачивать и заново выставлять.
Пятиосевой обрабатывающий центр добавляет к трем линейным две оси вращения, чаще всего их обозначают A и B: одна наклоняет, другая поворачивает инструмент или саму заготовку. В результате фреза может подойти к детали практически под любым углом, не требуя ее переустановки. Здесь важно различать два режима. Непрерывная пятиосевая обработка – это когда все пять осей движутся одновременно, и инструмент плавно ведет по сложной поверхности. Режим 3+2 (его называют позиционным или индексным) проще: станок сначала поворачивает деталь в нужное положение, фиксирует поворотные оси и фрезерует уже как обычный трехосевой. Оба варианта полезны, но решают разные задачи.
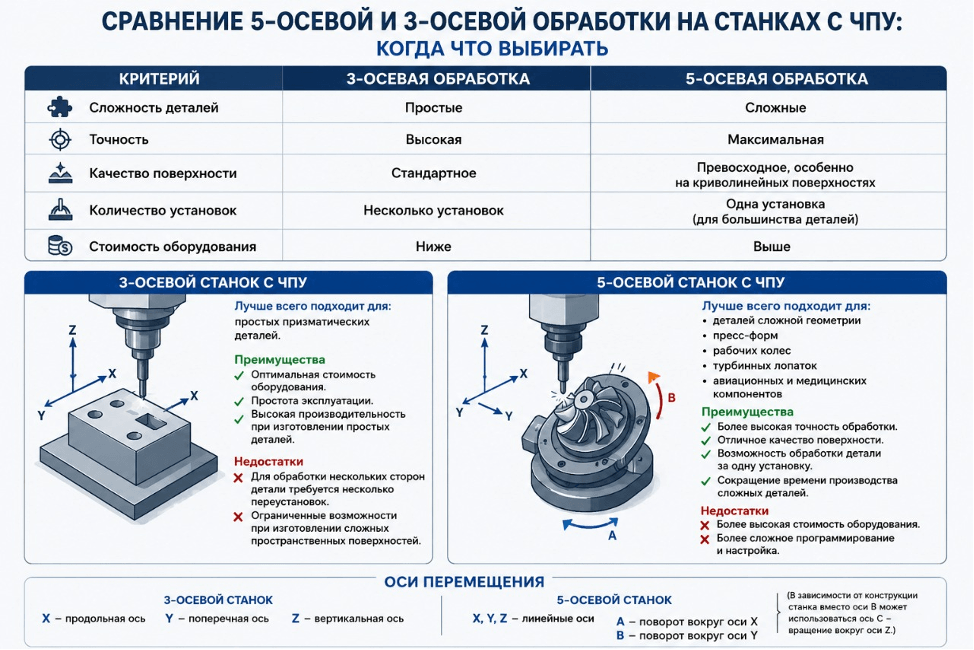
Причина первая: меньше установов – выше точность
Это, пожалуй, главный аргумент. На трехосевом станке сложная деталь нередко требует двух, трех, а то и больше установов, чтобы добраться до всех поверхностей. Каждая переустановка – это новое базирование, а значит, новый источник погрешности. Ошибки накапливаются, и итоговая геометрия плывет.
Пятиосевая обработка позволяет сделать деталь за один установ или хотя бы заметно сократить их число. Заготовку зажали один раз, и станок сам подает инструмент ко всем граням. Меньше переустановок – меньше шансов промахнуться с базой, поэтому жесткие допуски выдерживаются стабильнее, а детали выходят правильными с первого раза. Для ответственных изделий, где цена ошибки высока, это решающий фактор.
Причина вторая: сложная геометрия становится доступной

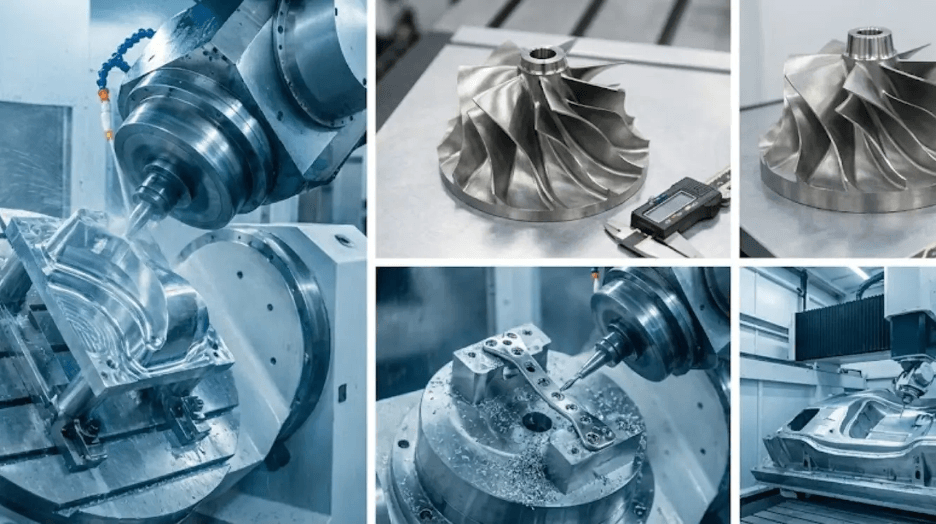
Есть формы, которые трехосевой станок попросту не возьмет чисто – или возьмет ценой огромных усилий и спецоснастки. Лопатки турбин и рабочие колеса, костные и зубные имплантаты, пресс-формы с глубокими полостями и поднутрениями, скульптурные и художественные поверхности. Везде, где есть изгибы, скручивания и труднодоступные углы, пятая ось раскрывается в полную силу.
Поворачивая инструмент относительно поверхности, станок добирается туда, куда при фиксированном вертикальном шпинделе подлезть нельзя. Именно поэтому пятиосевые центры стали стандартом в авиакосмосе, медицине, производстве оснастки и форм – там, где геометрия далека от простых плоскостей и отверстий.
Причина третья: короче инструмент, чище поверхность
Неочевидное, но ценное следствие наклона. Когда инструмент можно развернуть к поверхности под удобным углом, отпадает нужда тянуться до глубокой зоны длинным вылетом фрезы. А чем короче инструмент, тем он жестче. Жесткая связка «шпиндель – оправка – фреза» меньше вибрирует, гасит склонность к дребезгу и оставляет более гладкую поверхность.
Попутно снижается износ режущей кромки и нагрузка на шпиндель. На практике это означает не только лучшую чистоту обработки, нередко позволяющую обойтись без последующей доводки, но и более долгую жизнь инструмента. Для трехосевой схемы с длинными вылетами это слабое место, которое пятая ось закрывает естественным образом.
Причина четвертая: короче цикл и меньше отходов
Время, которое на обычном станке уходит на переустановки, смену оснастки и повторное базирование, на пятиосевом центре во многом исчезает. Операция, прежде разбитая на три-четыре прохода с переналадкой, часто укладывается в один проход. Меньше ручных манипуляций, меньше простоев между этапами, меньше брака из-за сбитой базы.
Да, сам станок дороже в закупке. Но при серийной точной работе экономия на трудозатратах, оснастке и испорченных заготовках снижает себестоимость каждой детали, и вложения окупаются. Нередко именно на небольших партиях сложных изделий пятиосевая обработка оказывается выгоднее устаревшего многоэтапного процесса.
Причина пятая: свобода для конструктора
Технология меняет не только цех, но и подход к проектированию. Когда инженер знает, что сложную форму реально изготовить за один установ, он смелее закладывает изгибы, плавные сопряжения и поверхности, которые на трехосевом оборудовании были бы технологически невозможны или слишком дороги. Путь от модели в CAD/CAM до готового прототипа становится короче, а пространство для инженерных решений – шире.
О чем стоит честно предупредить
Переход на пять осей – это не только плюсы. Программирование заметно сложнее: мало указать координаты, нужно управлять углом инструмента относительно поверхности, просчитывать траектории и избегать столкновений шпинделя с оснасткой и деталью. Без грамотного CAM-программиста и предварительной симуляции риск аварии и испорченной заготовки выше, чем на простом станке.
Само оборудование дороже и в покупке, и в обслуживании, а специалистов под него найти труднее. Есть и нюанс жесткости: некоторые компоновки с поворотными узлами при определенных положениях менее жесткие, чем монолитный трехосевой станок, что приходится учитывать на тяжелых черновых режимах. Поэтому переходить имеет смысл тогда, когда того требуют ваши детали и объемы, а не просто ради статуса. Если номенклатура – это в основном плоские плиты и простые корпуса, трех осей может хватать с запасом.
Кому переход оправдан

Если свести все воедино, пятиосевая обработка раскрывается там, где сходятся сложная геометрия, высокие требования к точности и желание сократить цикл. Переход стоит рассматривать, если вы узнаете в описании свое производство:
- авиакосмическая отрасль – лопатки турбин, рабочие колеса, корпусные детали сложной формы с жесткими допусками;
- медицина – имплантаты, протезы и хирургический инструмент, где важны точность и индивидуальная геометрия;
- инструментальное производство – пресс-формы и штампы с глубокими полостями, поднутрениями и фасонными поверхностями;
- прецизионные детали малыми и средними партиями, когда переустановки съедают слишком много времени и точности;
- производства, уставшие от бесконечных переустановок и накопленных погрешностей, которым нужен заметный скачок в стабильности качества.
А вот если номенклатура – это в основном плоские плиты, простые корпуса и стандартные отверстия, спешить не стоит: разумнее начать с режима 3+2 или какое-то время остаться на трех осях, пока задачи это позволяют.

Подобрать пятиосевой обрабатывающий центр под конкретные детали, оценить целесообразность перехода и помочь с интеграцией в действующий техпроцесс готовы специалисты компании «Интервесп» – они подскажут решение с учетом вашей номенклатуры, объемов и бюджета. Контактный номер: +375 (29) 150-81-81 (WhatsApp, Viber).
Поделиться в соц. сетях:



Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос