





26.06.2026
Точность начинается с сопла: как правильный подбор устраняет шлак и налипания
Качество лазерной или плазменной резки традиционно оценивают по чистоте получившейся кромки. В идеальном сценарии готовая деталь не требует финишной обработки, ее можно сразу отправлять на покраску, сварку или сборку. Однако на практике операторы раскроечных комплексов регулярно сталкиваются с образованием грата, шлака и налипанием расплавленного металла на обратной стороне листа.
Опытные технологи знают, что корень этой проблемы часто кроется не в сбоях оптической системы и не в скорости перемещения портала, а в небольшом расходнике - сопле. Именно этот элемент управляет динамикой вспомогательного газа, и любая ошибка при его выборе способна свести на нет преимущества самого дорогого и технологичного станка.

Газодинамика реза: почему форма струи газа решает все
Лазерный луч выполняет лишь первую половину задачи, расплавляя металл строго по заданному контуру. За чистоту и скорость процесса отвечает струя газа, которая под давлением выдувает жидкий состав из рабочей зоны. Сопло формирует геометрию этого потока, определяя его скорость, плотность и направление.
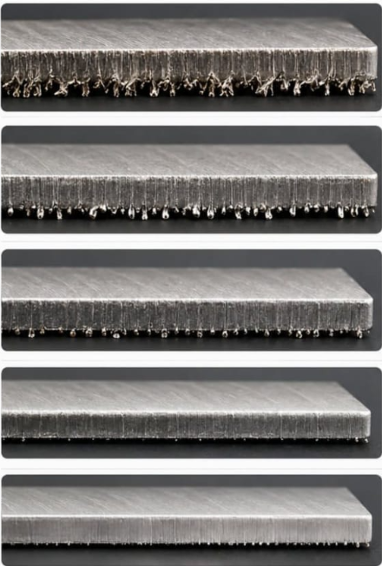
Если струя распределяется неравномерно или теряет свою кинетическую энергию на выходе, расплавленный металл просто не успевает полностью покинуть полость реза. Он остывает на нижней кромке листа, образуя прочный шлак. Удаление такого дефекта требует ручного труда слесарей, применения болгарок или шлифовальных станков, что существенно увеличивает себестоимость готовой продукции и замедляет производство.
Не менее важна идеальная центровка сопла относительно лазерного луча. Даже минимальное смещение оси приводит к тому, что вспомогательный газ начинает дуть в одну из сторон сильнее. В результате с одного бока детали кромка получается чистой, а с противоположного образуется обильный односторонний грат. Регулярная проверка соосности силами оператора позволяет полностью исключить этот перекос.
Выбор диаметра: баланс между давлением и расходом
Размер выходного отверстия сопла напрямую определяет толщину и пробивную способность газового потока. Распространенной ошибкой на производстве становится попытка использовать один универсальный диаметр для решения широкого спектра технологических задач.
Маленький диаметр сужает струю, существенно увеличивая ее скорость, что идеально подходит для работы со сравнительно тонкими листами. Если попытаться раскроить таким соплом толстую стальную плиту, мощности узкого потока просто не хватит для очистки глубокого паза. Расплав задержится внутри и налипнет на стенки реза.
Чрезмерно большой диаметр ведет к другой технической крайности. Газовый поток рассеивается, его давление в зоне плавления падает, а расход газа при этом резко возрастает. Вместо эффективного удаления жидкого сплава широкий поток начинает интенсивно охлаждать поверхность металла вокруг зоны реза. Это способствует мгновенному затвердеванию капель прямо на выходе из паза, формируя бугристый грат, который крайне тяжело поддается механической зачистке.
Одинарные и двойные сопла: разделение обязанностей
Конструктивно сопла делятся на две базовые категории, каждая из которых жестко привязана к типу используемого вспомогательного газа и обрабатываемому материалу.
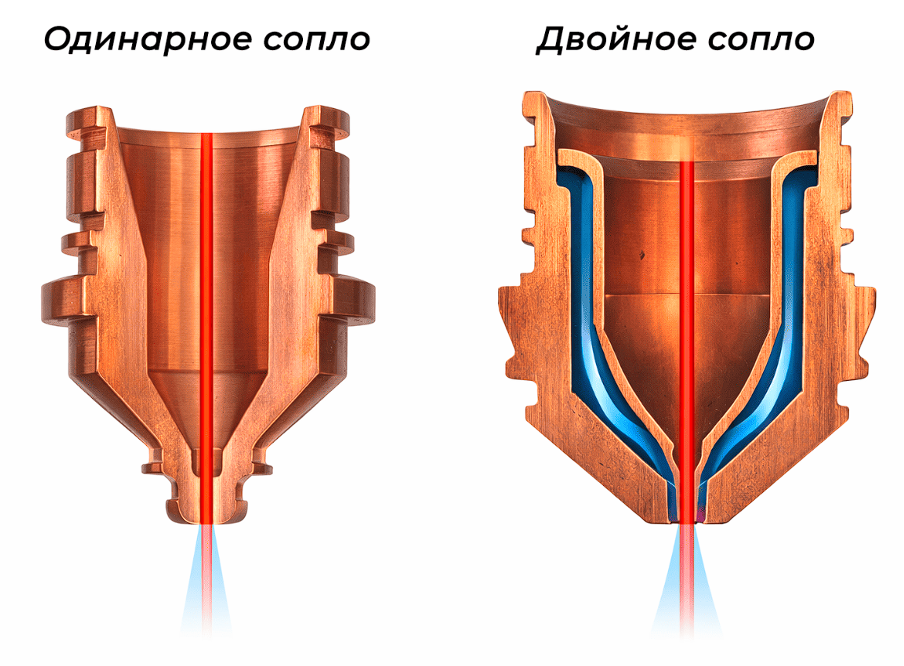
Одинарные модели предназначены для работы с кислородом, который активно применяется при резке углеродистых сталей. В этом технологическом процессе газ не просто выдувает расплав, но и поддерживает экзотермическую реакцию горения. Поток из одинарного сопла должен быть относительно мягким, чтобы контролировать окисление и предотвращать пережог тонких элементов детали.
Двойные сопла устроены значительно сложнее внутри и используются при раскрое азотом или сжатым воздухом. В этом случае газ выполняет исключительно механическую защитную и выдувающую функцию. Внутренняя архитектура двойного сопла создает вспомогательный контур, который стабилизирует струю и разгоняет ее до сверхзвуковых скоростей. Это критически важно при обработке нержавеющей стали, латуни или алюминия, склонных к образованию вязкого, трудноудаляемого налипания. Ошибка в выборе типа конструкции сопла гарантированно приводит к браку всей партии металла.
Износ и загрязнение как катализаторы брака
Даже идеально подобранное сопло со временем теряет свои первоначальные характеристики. Расходник работает в условиях экстремальных температурных нагрузок и постоянного воздействия брызг раскаленного металла. Постепенно идеальное круглое отверстие деформируется из-за микроэрозии.
Любой микроскопический задир или налипшая капля металла на внутренней поверхности сопла мгновенно нарушают ламинарность газового потока, превращая его в турбулентный. Струя теряет свою пробивную силу, начинает отклоняться от заданной траектории, и на деталях сразу появляется шлак.
Профилактика этого процесса требует жесткой производственной дисциплины. Применение качественных расходных материалов с высокой теплопроводностью, регулярный контроль геометрии отверстия и своевременная очистка сопла специальными составами позволяют существенно продлить срок службы узла. Грамотный подбор диаметра, типа конструкции и своевременная замена изношенного сопла - это самый простой и экономически эффективный способ навсегда избавить производство от ручной доработки деталей.
Поделиться в соц. сетях:



Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос