




Рейсмусовые станки


Выбрать по производителю

 Болгария
Болгария  Китай
Китай 


Двухсторонний рейсмусовый станок QMB 206 F-H
Максимальная ширина строгания, мм: 630
Скорость подачи заготовок, м/мин: 5,3-20
Толщина заготовки, мм: 10-170
Китай 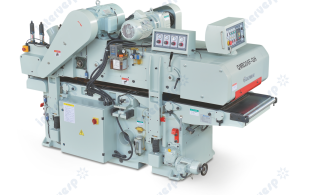




Высокоскоростной двухсторонний рейсмусовый станок QMB 206 F-GH
Максимальная ширина строгания, мм: 630
Скорость подачи заготовок, м/мин: 10-40
Толщина заготовки, мм: 10-170
 Италия
Италия 
Рейсмусовый станок minimax S 41ES
Ширина обработки, мм: 410
Толщина заготовки, мм: 3 ÷ 240
Максимальный съем за проход, мм: 5
Тип вала: 4х ножевой/Xylent
Диаметр ножевого вала, мм: 95
Мощность двигателя, кВт: 5
Масса станка, кг: 380
Италия 

Рейсмусовый станок L'invincibile s 7
Ширина обработки, мм: 630
Максимальный съем за проход, мм: 8
Мощность основного двигателя, кВт: 9
 Тайвань
Тайвань 






Тяжелый односторонний рейсмусовый станок мод. LSP-1000
Максимальная ширина заготовки, мм: 1000
Мощность привода ножевого вала, кВт: 18
Преимущества
- тяжёлое исполнение станка
Тайвань 






Тяжелый односторонний рейсмусовый станок мод. LSP-1300
Максимальная ширина заготовки, мм: 1300
Мощность привода ножевого вала, кВт: 22
Преимущества
- тяжёлое исполнение станка
Смотрите также








Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос