




https://intervesp.by/catalog/derevoobrabatyvayuschee-oborudovanie/oborudovanie-dlya-izgotovleniya-parketa/avtomaticheskaya-liniya-po-proizvodstvu-2-3-slojnogo-parketa
Автоматическая линия по производству 2(3) - слойного паркета

 Италия
Италия Основные характеристики
Производимый продукт: 2-х слойный паркет


Шеф-монтаж и пуско-наладка
Осуществляем запуск поставленного оборудования

Сервис
Собственный штат наладчиков

Гарантия
Выезд специалистов во время гарантийного периода

Лизинг
Приобретение оборудования в лизинг на выгодных условиях
Получить предложение
 WhatsApp
WhatsApp  Telegram
Telegram Автоматическая линия по производству 2(3)-слойного паркета на базе пресса непрерывного действия KONTACT-K 220.
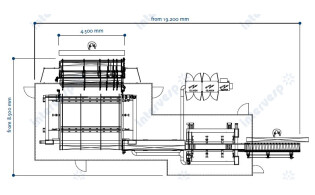
Представляемое производство может быть скомпоновано весьма компактно и размещено без каких-либо специальных фундаментов в здании размером примерно: 24x6 m.
Схема представляет один из возможных вариантов такой компоновки.
Описание линий и участков комплексного производства
Линия непрерывного прессования имеет три основных технологических участка (и еще может иметь дополнительные опциональные участки):
1. Участок загрузки и подачи.
2. Участок нанесения клея.
3. Участок совмещения слоев и прессования.
4. ОПЦИОНАЛЬНО: Участки поперечной и/или продольной распиловки.
Участок загрузки и подачи

1.1.Система подачи несущего среднего слоя
Панели массивного среднего слоя подаются в пресс model KONTACT-220 специальным патентованным загрузочным устройством, обеспечивающим параллелизм образующих панели ламелей.
Ламели панели среднего слоя подаются с задаваемым технологией интервалом.
1.2. Система подачи ламелей верхнего слоя
Устройства подачи ламелей верхнего слоя располагаются соответственно в верхней части mod. KONTACT-220 в зоне подачи.
Эти питающие устройства устанавливаются на соответствующие размеры для верхнего слоя.
Подающие устройства направляют ламели в зону прессования таким образом, что ламели верхнего слоя прессуются на ламели несущего среднего слоя.
Устройство клеенанесения включает
1 помпа для клея, емкость 180(200) л для клея, специальный екструдер для нанесения клея PUR.
Расход приблизительно 100-120 гр/м (30-40 kg/час в зависимости от реальной ширины производимой продукции).
Помпа управляется инверторно.
Если применяется клей расплав, имеется датчик автоматического контроля температуры клея и его наличия в системе.
При нарушении (отсутствие клея, низкая температура) - сигнал.
Потребляемая мощность для системы 14 KW
Может устанавливаться дополнительная помпа для автоматического переключения или применения двух типов клея одновременно (например: 1-2 полосы PUR, 1-2 полосы ПВА).
Электронный контроль расхода клея для одной помпы.
Система для многополосного нанесения клея
Специальные подающий инжектор.
Фильтрующий элемент на входе.
Max. Ширина нанесения клея mm 220.
Участок нанесения клея
2. Нанесение клея
Система клеенанесения включает устройство для нанесения клея для прессования верхнего слоя.
Нанесение клея осуществляется экструдивным клеенаносящим устройством.
В случае производства 2-х слойного паркета клей наносится только на верхнюю поверхность несущего слоя.
Применяются клеи полиуретанового типа PUR и/или ПВА.
Машина может поставляться с кленаносящим устройством для любых клеев типа PUR (расплав, двухкомпонентный, полемеризирующийся, например: за счет извлечения влаги из дерева и воздуха).
Может применяться клеенамазывающее устройство одновременно для двух типов клея ПВА + PUR.
Ширина поверхности клеенанесения автоматически адаптируется под заданную ширину паркета (щита).
При применении PUR (полиуретановых клеев) полученный паркет (щит) может сразу отправляться на следующую стадию обработки.
Расход клея электронно регулируется и при использовании рациональных технологий производства составляет 100/120 грамм на м2.
N.B. Клей не включается в состав поставки.
Участок совмещения слоев и прессования
Совмещение и прессование
После совмещения полученный щит прессуется прессующим устройством, включающим 6-ти метровую систему роликов, обеспечивающих требуемое давление и соединение слоев.
На всю ширину устанавливается не один-два вал (ролик), формируется целая система из нескольких сотен независимо работающих хромированных роликов.
ATT! В зоне специальная, являющаяся исключительным "know-how A.Costa Righi", гомеостатическая система из отдельных независимых роликов (622 ролика на 1м2 прессуемой поверхности) с системой автоматически адаптируемого (усиления-уменьшения) прижима для каждого из них.

Допуски по толщине и длине для ламелей верхнего слоя +/- 0,2 mm
Допуски по толщине и длине для ламелей несущего слоя +/- 0,2 5mm
Технические данные:
скорость подачи m/min.8-18
толщина ламелей верхнего слоя mm 3,5-5,0
ширина ламелей верхнего слоя mm 90-216
длина ламелей верхнего слоя mm 900-1700
толщина несущего слоя mm 6-12
мах ширина получаемого щита mm 220
давление на прессующих валах kg 80-100
рабочая скорость движения щита m/min. 10-15
Электропитание 400V / 50 Hz
Участки поперечной и/или продольной распиловки
Данный пресс непрерывного действия может быть модифицирован для работы:
- когда ламели верхнего и нижнего слоев имеют разную длину;
- когда ламели верхнего (и нижнего) слоя имеют RANDOM длину;
- в две колонки (полосы) ламелей верхнего слоя.
Если Пресс имеет опцию для работы в несколько полос, то по выходе из Зоны прессования полученный паркетный щит продольно распиливается специальным многопильным устройством на отдельные паркетные доски согласно устанавливаемым размерам.
Далее в Пресс оснащенный опциями для работы с ламелями разной длины или RANDOM ламелями устанавливается устройство поперечной распиловки.
Здесь методом "летящей пилы", т.е. без остановки поступательного движения выходящего из Зоны прессования щита осуществляется его поперечная распиловка на отдельные паркетные доски в соответствии с длиной верхнего слоя данной части выходящего щита.
Специально разработанное программное обеспечение
Отображающее:
- рабочие часы машины;
- метры выпущенной продукции;
- квадратные метры;
- количество ламелей, взятых из подающего устройства;
- среднюю площадь получаемого за период времени паркетного щита.
Опционально может устанавливаться Система On-Line Internet сопровождения.
Линия KONTACT-K может производить дополнительно склейку ламелей несущего слоя по стыку: предшествующей и последующей панелей. При условии выполнения подготовительных работ с панелями несущего слоя по профилированию на соединение "шип-паз" или более сложное соединение склейка может производиться по такому типу соединения.
Такая система торцевой склейки обеспечивается применением патертованной A.Costa системы STOP & GO.
При работе данной системы ламели нижнего слоя подаются в Зону прессования с некоторой дистанцией между собой. Величина этой дистанции определяется типом соединения и вязкостью применяемого клея. В результате при подаче панелей несущего слоя на прессование без остановки клееподачи между стыками следующих друг за другом панелей нижнего слоя образуется некий "провис клея" по каждой экструдируемой полосе.
При работе системы STOP & GO каждая подаваемая с заданным зазором панель нижнего слоя после вхождения в Зону клеенанесения резко ускоряется, догоняет и ударом "сощелкивается" с впереди идущей панелью.
В результате нанесенный клей ("провис клея") между стыками ударом распределяется по всему стыку, и панели плотно прижимаются по типу соединения друг к другу и склеиваются в этом прижатом положении, проходя через всю длину пресса KONTACT-K.
Технические характеристики
Основные характеристики
| Производимый продукт 2-х слойный паркет | |
| материал верхний слой | твердые сорта дерева, дуб, бук, береза и др. |
| материал нижний слой | фанера, HDF, OSB, композиция из неценных пород 9(6)-15 мм |
| - верхний слой: | |
| толщина ламелей, мм | 3,5-5,0 |
| ширина ламелей, мм | 90-216 |
| длина ламелей, мм | 900(560)-1700 (3000) |
| - несущий слой | |
| толщина ламелей, мм | 6,0 -12,0 |
| ширина ламелей, мм | 95-220 |
| длина ламелей, мм | 1200-2440 |
| Размеры выходного продукта при стандартной комплектации | |
| Длина, мм | 900(560)-2440(3000) |
| Ширина, мм | 90(55) -220 |
| Толщина, мм | 12(7,7)-21,5 |
| Соединение | паз-шип или клик |
Похожие товары
Италия 









Профилирующий станок для напольных покрытий celaschi tm
Ширина деталей, мм: 58-300
Длина деталей, мм: 300-5000
Толщина деталей, мм: 6-35
 Китай
Китай 

Линия по производству штучного паркета V-HOLD
Максимальная ширина обработки, мм: 2600
Минимальная ширина обработки, мм: 250
Максимальная толщина обработки, мм: 60


Просмотренные товары
Китай 
Полуавтоматический трубогибочный станок DW 38NC
Максимальный диаметр трубы (низкоуглеродистая сталь), мм: Ø38х2
Максимальный диаметр трубы (нержавеющая сталь), мм: Ø32х2
Максимальный диаметр трубы (квадратное сечение), мм: 32x2

 Испания
Испания Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос