




Станки для обработки труб






Выбрать по производителю



 Китай
Китай  Турция
Турция 
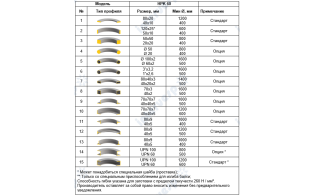


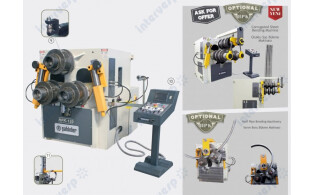
Гидравлический профилегибочный станок HPK60
Диаметр вала, мм: 60
Диаметр нижних роликов, мм: 215
Диаметр верхнего ролика, мм: 215
Гидравлическое усилие, тонн: 16
Турция 
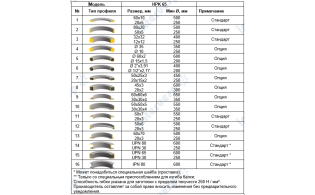



Гидравлический профилегибочный станок HPK65
Диаметр верхнего вала, мм: 60
Диаметр нижних валов, мм: 50
Диаметр роликов, мм: 180
Мощность двигателя, кВт: 3,75
Турция 



Гидравлический профилегибочный станок HPK80
Диаметр верхнего вала, мм: 80
Диаметр нижних валов, мм: 70
Диаметр роликов, мм: 245
Мощность двигателя, кВт: 4,75
Турция 




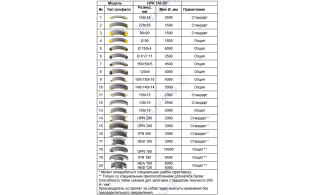
Гидравлический профилегибочный станок HPK100
Диаметр валов, мм: 100
Диаметр роликов, мм: 315
Мощность двигателя, кВт: 7,5
Турция 

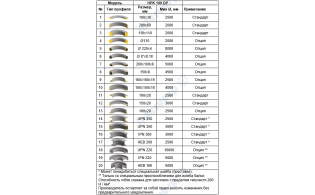
Гидравлический профилегибочный станок HPK120
Диаметр валов, мм: 120
Диаметр роликов, мм: 390
Мощность двигателя, кВт: 15
Турция 




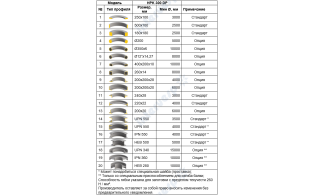
Гидравлический профилегибочный станок HPK160 DP
Диаметр валов, мм: 160
Диаметр роликов, мм: 480
Мощность двигателя, кВт: 22
Турция 




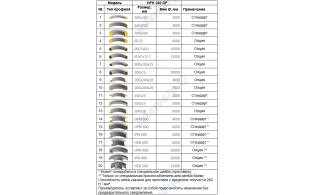
Гидравлический профилегибочный станок HPK180 DP
Диаметр валов, мм: 180
Диаметр роликов, мм: 580
Мощность двигателя, кВт: 30
Турция 
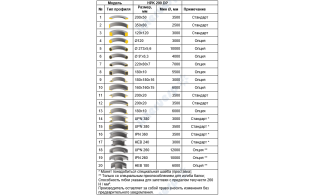




Гидравлический профилегибочный станок HPK200 DP
Диаметр валов, мм: 200
Диаметр роликов, мм: 580
Мощность двигателя, кВт: 30
Турция 
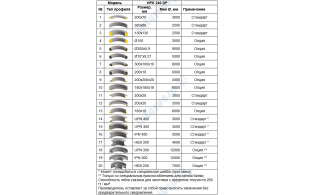




Гидравлический профилегибочный станок HPK240 DP
Диаметр валов, мм: 240
Диаметр роликов, мм: 620
Мощность двигателя, кВт: 47
Турция 




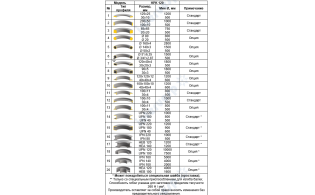
Гидравлический профилегибочный станок HPK300 DP
Диаметр валов, мм: 300
Диаметр роликов, мм: 760
Мощность двигателя, кВт: 73
Турция 




Гидравлический профилегибочный станок HPK360 DP
Диаметр валов, мм: 360
Диаметр роликов, мм: 800
Мощность двигателя, кВт: 77
Турция 

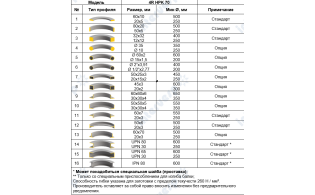


Четырёхроликовый профилегибочный станок 4R HPK 70
Диаметр валов, мм: 70
Диаметр роликов, мм: 200
Мощность двигателя, кВт: 3
Число приводных валов, шт: 2
Смотрите также




Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос