




https://intervesp.by/catalog/metalloobrabatyvayuschee-oborudovanie/oborudovanie-dlya-obrabotki-metalla-rezaniem/elektroerozionnye-stanki/elektroerozionnye-superdreli/vysokoskorostnye-elektroerozionnye-sverlilnye-stanki-superdreli-s-chpu-modelnyj-ryad-xf4050-xf5063-xf6380
Высокоскоростные электроэрозионные сверлильные станки (супердрели) с ЧПУ Модельный ряд: XF4050, XF5063, XF6380

 Китай
Китай Основные характеристики
Рабочий стол, мм: 1750×1150
Перемещение рабочего стола X-Y: 450×550
Максимальная толщина резания, мм: 300
Преимущества
- lанный станок особенно хорошо подходит для сверления отверстий диаметром 0,2-3,0 мм, 0,3-6,0 мм для нержавеющей, закаленной стали, меди, алюминия и твердосплавной стали, соотношение глубины и диаметра может достигать 300:1
- cтанок способен сверлить скошенную или криволинейную поверхность
- cтанок также можно использовать в качестве экстрактора для извлечения сломанных сверл или метчиков в обрабатываемой детали, без разрушения исходного отверстия или винта


Шеф-монтаж и пуско-наладка
Осуществляем запуск поставленного оборудования

Сервис
Собственный штат наладчиков

Гарантия
Выезд специалистов во время гарантийного периода

Лизинг
Приобретение оборудования в лизинг на выгодных условиях
Получить предложение
 WhatsApp
WhatsApp  Telegram
Telegram Принцип работы
Высокоскоростные электроэрозионные сверлильные станки (супердрели) работают на основе принципа импульсной электроэрозии. Между трубчатым электродом-инструментом и токопроводящей заготовкой создается высокочастотный импульсный разряд, вызывающий локальную эрозию материала с образованием микроскопических лунок. Для интенсификации процесса удаления продуктов эрозии и повышения скорости обработки используется подача рабочей жидкости под высоким давлением. В качестве рабочей жидкости может применяться как дистиллированная вода, специальные СОЖ (смазочно-охлаждающие жидкости) или обычная водопроводная вода.
Технологические возможности
Станки данной серии оптимально подходят для сверления отверстий диаметром:
*0,2–3,0 мм;
*0,3–6,0 мм (в зависимости от модели и оснащения).
Обрабатываемые материалы: нержавеющие и закаленные стали, медь, алюминий, твердые сплавы. Максимальное соотношение глубины к диаметру отверстия достигает 300:1.
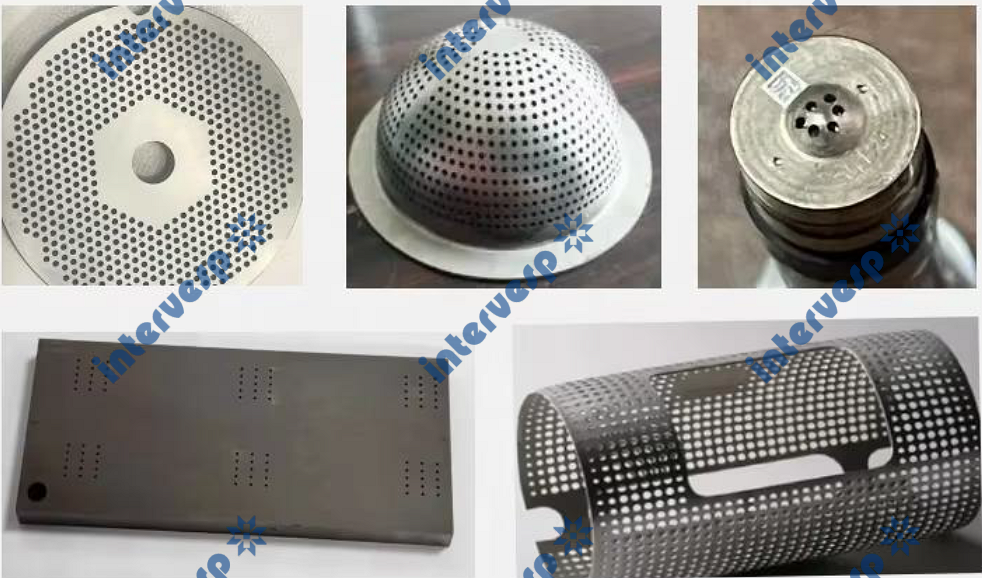
Область применения
Оборудование позволяет выполнять сверление отверстий на скошенных и криволинейных поверхностях. Типовые области применения включают изготовление:
Стартовых (заходных) отверстий;
Фильер и фильтрующих элементов;
Отверстий для отвода тепла, подачи жидкостей и газов;
Групповых отверстий и отверстий большой глубины.
Дополнительные функции
Станок может использоваться для извлечения сломанных сверл и метчиков из обрабатываемой детали без повреждения исходного отверстия или резьбы.
Система индикации
Оси X, Y и Z оснащены устройством цифровой индикации (УЦИ), обеспечивающим точный контроль перемещений.
Характеристики станка
Высокоскоростные электроэрозионные сверлильные станки (супердрели) с ЧПУ
Модельный ряд: XF4050, XF5063, XF6380
Назначение и принцип работы
Станки предназначены для высокоскоростного электроэрозионного сверления глубоких отверстий малого диаметра. В качестве рабочего электрода используются трубчатые электроды (латунные или медные трубки). Обработка основана на принципе высокочастотной импульсной эрозии: между электродом и токопроводящей заготовкой создается электрический разряд, вызывающий локальное разрушение материала. Для эвакуации продуктов эрозии и повышения скорости обработки используется подача рабочей жидкости (обычная водопроводная вода или мыльный раствор) под высоким давлением.
Область применения
Станки предназначены для сверления глубоких отверстий диаметром от 0.2 до 3.0 мм в любых токопроводящих материалах, включая нержавеющие и закаленные стали, медь, алюминий, твердые сплавы.
Технологические возможности:
Сверление отверстий на скошенных и криволинейных поверхностях.
Изготовление стартовых отверстий (заходных отверстий), фильер, отверстий для фильтров, вентиляции, подачи жидкостей и газов.
Сверление групповых отверстий и отверстий большой глубины.
Извлечение сломанных сверл и метчиков без повреждения резьбы и исходного отверстия.
Конструктивные особенности и базовая комплектация
Базовая механика:
Станина: Цельнолитая коробчатая конструкция из чугуна марки HT200 с ребрами жесткости, обеспечивающая виброустойчивость и стабильность геометрии.
Направляющие: Прецизионные линейные направляющие качения (Тайвань) по всем осям, обеспечивающие плавность хода и высокую точность позиционирования.
Шарико-винтовые передачи (ШВП): Высокоточные ШВП (Тайвань) по осям X, Y, Z.
Привод и перемещения:
Оси X / Y: Гибридные серводвигатели, обеспечивающие высокую точность обработки. Расширенная защита от люфтов исключает необходимость компенсации обратного зазора и предотвращает самопроизвольное смещение.
Ось Z: Шаговый двигатель с микрошаговым режимом (гибридный сервопривод). Высокая скорость подъема (полный ход ~10 сек.) сокращает вспомогательное время.
Ось W (дополнительный ход головы): Электрический подъемник.
Рабочий стол: Оснащен двухреечным механизмом фиксации для удобного и надежного зажима заготовок.
Ход оси Z: 360 мм позволяет зажимать электроды длиной до 400 мм, минимизируя расход электродного материала.
Система смазки:
Ручная масляная система, обеспечивающая надежную смазку направляющих и передач для сохранения точности и продления срока службы.
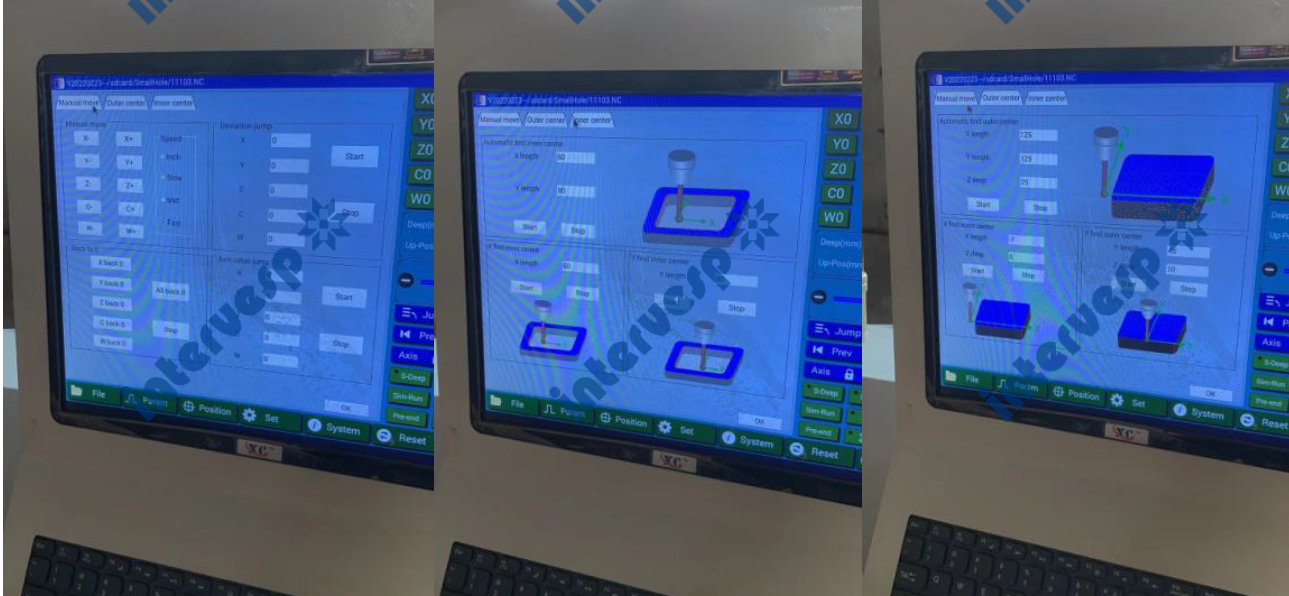
Система ЧПУ (на базе разработок Университета Цинхуа)
Платформа: Операционная система Linux (real-time), обеспечивающая высокую скорость обработки больших массивов данных.
Поддерживаемые форматы: Работа с файлами базы данных техпроцессов, CAD-файлами, G-коды, коды 3B и другие инженерные форматы.
Аппаратная часть: Промышленный компьютер с возможностью разделения времени на программирование и управление. Стабильная работа 24/7 (до 365 дней непрерывно).
Интерфейсы: RS232, USB, сетевая карта (LAN), поддержка клавиатуры и мыши.
Дисплей: Высококачественный промышленный сенсорный экран с защитой от электромагнитных помех (EMI). Обеспечивает четкое отображение и отслеживание траектории обработки без мерцания и затухания изображения.
Программное обеспечение и функциональные возможности:
Экспертная библиотека режимов: Автоматический расчет параметров обработки на основе введенных данных (материал заготовки, диаметр электрода, требуемая чистота). Возможна ручная корректировка.
Управление данными об отверстиях:
Сохранение информации об отверстиях в виде файлов с возможностью редактирования и повторного использования.
Два метода ввода данных для групповых отверстий:
Поштучный ввод: Для нерегулярно распределенных отверстий.
Формульный ввод (паттерны): Для массивов отверстий с заданными закономерностями.
Корректировка порядка обработки отверстий.
Симуляция и контроль:
Отображение траектории и имитация последовательности обработки до начала цикла.
Принудительный переход к следующему отверстию (пропуск текущего) во время обработки.
Автоматический подъем оси Z при износе электрода. После ручной замены — функция автоматического восстановления режима обработки по нажатию кнопки.
Автоматизация:
Автоматическое центрирование, автоматический поиск кромки и базовой плоскости заготовки.
Точный контроль глубины обработки с автоматическим учетом и ручной коррекцией величины износа электрода.
Автоматическое детектирование момента пробоя (выхода электрода).
Режимы работы: Интегрированный ручной/автоматический режим. Автоматическая блокировка осей XY после позиционирования с возможностью ручной разблокировки.
Многоязычный интерфейс: Включая русский и английский языки.
Общая компоновка:
Модульная конструкция, объединяющая механическую часть, высокочастотный генератор и систему ЧПУ в едином корпусе. Компактная компоновка, эргономичный дизайн, помехозащищенность, надежность, энергоэффективность.
Машинные параметры
Технические характеристики XF4050 / XF5063 / XF6380
Механика и точность:
| № | Параметр | Значение / Характеристика |
|---|---|---|
| 1 | Шарико-винтовые передачи (ШВП) X/Y | Диаметр Ø20 мм / шаг 5 мм / класс точности C5 |
| 2 | Направляющие X/Y/Z | Линейные направляющие качения |
| 3 | Шаговые двигатели X/Y/Z | Угол шага 1.8° |
| 4 | Точность позиционирования X/Y | 0.03 мм / 0.02 мм |
| 5 | Точность повторного позиционирования X/Y | 0.003 мм |
Система управления:
| № | Параметр | Характеристика |
|---|---|---|
| 6 | Тип контроллера | Промышленный компьютер (MCU UNIT) |
| 7 | Внешние интерфейсы | USB |
| 8 | Дисплей | Сенсорный экран |
| 9 | Режим задания координат | Относительный / Абсолютный |
| 10 | Минимальное программируемое перемещение | 0.03 мм |
| 11 | Максимальное программируемое перемещение | ±999.999 мм |
Модель XF4050 X-Y перемещение 450*550мм
1. Четыре оси X.Y.Z —линейные направляющие; Подшипники: NSK; УЦИ-устройство цифровой индикации
2. Максимальный ток обработки: 35 А; Мощность обработки: 4,6 кВт
3. Точность перемещения по оси X.Y: ≤0,03 мм; Точность перемещения по оси Z: ≤0,02 мм; Точность трехосевого УЦИ: ≤0,005 мм
Модель XF 5063 X-Y перемещение: 500*630мм
Технические характеристики (дополнительно)
| № | Параметр | Значение / Характеристика |
|---|---|---|
| 1 | Система перемещения | Трехкоординатная (оси X, Y, Z) на линейных направляющих Подшипники: NSK (Япония) Оснащение: УЦИ (устройство цифровой индикации) |
| 2 | Генератор | Максимальный рабочий ток: 35 А Мощность обработки: 5,6 кВт |
| 3 | Точность позиционирования | По осям X, Y: ≤ 0,03 мм По оси Z: ≤ 0,02 мм Дискретность отсчета (разрешение УЦИ): ≤ 0,005 мм |
Модель XF 6380 X-Y перемещение: 630*800мм
Технические характеристики
| № | Параметр | Значение / Описание |
|---|---|---|
| 1 | Направляющие и система измерения | Оси X, Y, Z — линейные направляющие качения Подшипники: NSK (Япония) Оснащение: УЦИ (устройство цифровой индикации) по трем осям |
| 2 | Генератор | Максимальный ток обработки: 35 А Мощность обработки: 5,6 кВт |
| 3 | Точность | Точность позиционирования (перемещения) по осям X, Y: ≤ 0,03 мм Точность позиционирования по оси Z: ≤ 0,02 мм Дискретность отсчета (разрешение) УЦИ: ≤ 0,005 мм |
Похожие товары
Китай 



Электроэрозионный сверлильный станок, супердрель CNC EDM Drill DZ1080C
Максимальный ход оси Z составляет 380 мм, что позволяет удерживать электроды длиной 500 мм, а отходы электродной трубки сводятся к минимуму примерно до 100 мм:
Ось Z оснащена микрошаговым двигателем для обеспечения высокой скорости подачи:
Запатентованная вращающаяся головка:
Преимущества
- Собственная разработанная система управления: обработка одной клавишей, функция центрирования, функция фиксированной торцевой поверхности, экспертная база данных, цифровой отбор проб, адаптивное сервослежение, функция проникновения, гибкая обработка, высокоскоростная обработка, защита поверхности, шпиндель автоматически возвращается в исходное положение, поверхность заготовки. Он подходит для обработки мелких отверстий электродных медных трубок диаметром от 0,3 до 3,0, обработки сверхтолстых заготовок толщиной менее 300 мм, а также обработки сверхтвердых и специальных материалов, таких как вольфрам, сталь, алюминий и АК80.
Китай 


Электроэрозионный сверлильный станок, супердрель XF400
Электроэрозионный сверлильный станок супердрель XF400:
Преимущества
- Станок способен сверлить скошенную или криволинейную поверхность. Может просверлить начальное отверстие, фильеры, отверстие для фильтра, для отвода тепла, для жидкости, для газа, групповые отверстия и отверстия большой глубины. Станок также можно использовать в качестве экстрактора для извлечения сломанных сверл или метчиков в обрабатываемой детали, без разрушения исходного отверстия или винта. Оси X, Y, Z имеют цифровые устройства отображения.




Электроэрозионный станок с ЧПУ для МАЛЫХ ОТВЕРСТИЙ модель HS4 (Супердрель)
Рабочий стол, мм: 500×300
Перемещение по осям X, Y, Z мм: : 400×300×250
Максимальная толщина резания, мм: 400наверное
Преимущества
- "cупердрели" позволяют получать отверстия значительно быстрее традиционных методов, а также "свер-лить" там, где получение отверстий в твердых металлах механическими способами практически невоз-можно.
Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос