




Металлообрабатывающий инструмент




Выбрать по производителю




 Россия
Россия  Турция
Турция  Италия
Италия 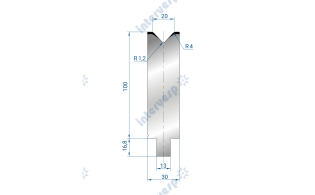
Преимущества
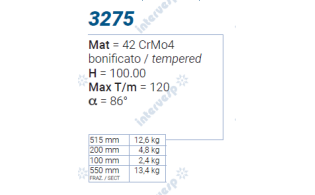
- итальянская сталь
- европейские стандарты качества
- закалка рабочих поверхностей матрицы на глубину 3мм индукционным методом до твердости 55-60HRC
- возможность модификации инструмента под индивидуальные требования клиента
- предоставление по запросу .DXF файлов геометрических размеров поставляемого инструмента для быстрого импорта в ЧПУ листогиба
Италия 
Преимущества
- итальянская сталь
- европейские стандарты качества
- закалка рабочих поверхностей матрицы на глубину 3мм индукционным методом до твердости 55-60HRC
- возможность модификации инструмента под индивидуальные требования клиента
- предоставление по запросу .DXF файлов геометрических размеров поставляемого инструмента для быстрого импорта в ЧПУ листогиба
 Китай
Китай  Китай
Китай  Китай
Китай  Китай
Китай  Китай
Китай  Китай
Китай  Китай
Китай  Китай
Китай  Китай
Китай  Китай
Китай 
Металлообрабатывающий инструмент
Эффективность металлообрабатывающего предприятия зависит не только от мощности станков, но и от качества используемого инструмента. Правильно подобранная оснастка и своевременная замена расходных материалов напрямую влияют на себестоимость изделий, отсутствие брака и долговечность оборудования. В каталоге intervesp.by представлен широкий спектр решений, позволяющих закрыть потребности цехов любого профиля.
Лазерная резка — это технология, требующая чистоты и точности. Работа таких станков невозможна без регулярного обновления расходных компонентов. Главными элементами здесь выступают медные сопла, керамические держатели (проставки) и защитные стекла. От состояния сопла зависит стабильность лазерного луча и качество обдува зоны реза газом, что критически важно для получения гладкой кромки без грата.
Не менее важна и оптика: защитные стекла и линзы должны обладать идеальной светопропускной способностью и геометрией. Использование сертифицированных комплектующих предотвращает перегрев оптической головки и гарантирует стабильную работу станка даже при многосменном графике.
Процесс рубки листового металла требует от режущего инструмента колоссальной прочности. Ножи для гильотин подвергаются высоким циклическим нагрузкам, поэтому их изготавливают из высоколегированных инструментальных сталей. Качественный нож должен сохранять остроту кромки на протяжении длительного времени, обеспечивая чистый рез без заминов и деформаций листа, а также продлевает срок службы самого станка.
При выборе ножей важно учитывать марку обрабатываемого металла (углеродистая или нержавеющая сталь), так как это определяет необходимый угол заточки и твердость материала самого инструмента.
Станочная оснастка — это обширная категория устройств, обеспечивающих правильное позиционирование и жесткую фиксацию заготовки или режущего инструмента. К ней относятся тиски, патроны, поворотные столы и переходные втулки. Главная задача оснастки заключается в минимизации вибраций во время обработки.
Высокоточная оснастка позволяет сократить время на переналадку оборудования. Современные системы быстрого зажима обеспечивают повторяемость позиционирования, что особенно важно при работе на станках с ЧПУ, где автоматизация процессов требует исключения человеческого фактора при установке деталей.
Современные технологии закалки и нанесения специальных покрытий (например, нитрида титана) позволяют значительно увеличить ресурс инструмента, защищая его от налипания материала и преждевременного затупления.
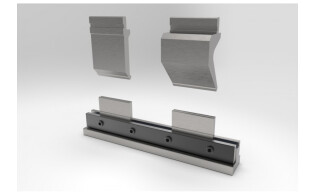
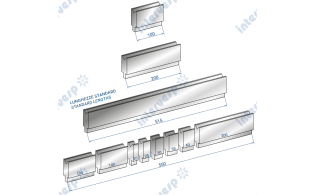
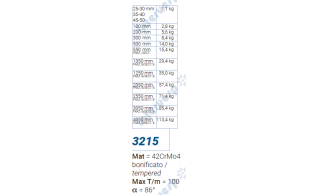
Гибка металла на листогибочных прессах требует использования специализированных матриц и пуансонов. В отличие от пробивного инструмента, гибочная оснастка проектируется с учетом радиусов гиба, толщины листа и его пружинения после снятия нагрузки.
Пуансоны могут иметь различную форму — от стандартных прямых до «гусиной шеи», которая позволяет создавать сложные замкнутые профили без столкновения заготовки с корпусом инструмента.
Матрицы подбираются исходя из толщины листа: чем толще металл, тем шире должен быть зев матрицы. Применение качественного гибочного инструмента с шлифованными рабочими поверхностями гарантирует отсутствие следов и царапин на лицевой стороне изделия, что особенно важно при работе с оцинкованным или окрашенным металлом, также этому способствует использование специальной защитной пленки для гибки.
Грамотный подбор инструментария на intervesp.by — это инвестиция в стабильность вашего производства и безупречное качество выпускаемой продукции.
Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос