




https://intervesp.by/catalog/oborudovanie-dlya-proizvodstva-mebeli/oborudovanie-dlya-proizvodstva-latofleksa/liniya-dlya-proizvodstva-latofleksa
Линия для производства латофлекса






 Китай
Китай Основные характеристики
Минимальная длина ламели, мм: 300
Максимальная длина ламели, мм: 1800
Минимальная ширина ламели, мм: 25
Максимальная ширина ламели, мм: 125
Минимальная толщина ламели, мм: 6
Максимальная толщина ламели, мм: 12,5
Преимущества
- полный производственный цикл по производству латофлекса
- тяжелые промышленные станки


Шеф-монтаж и пуско-наладка
Осуществляем запуск поставленного оборудования

Сервис
Собственный штат наладчиков

Гарантия
Выезд специалистов во время гарантийного периода

Лизинг
Приобретение оборудования в лизинг на выгодных условиях
Получить предложение
 WhatsApp
WhatsApp  Telegram
Telegram Общее описание
Общий производственный цикл по изготовлению латофлекса включает следующие блоки:
- 1 блок - получение шпона.
- 2 блок - подготовка шпона перед прессованием.
- 3 блок - прессование шпона, получение изогнутых планок.
- 4 блок - форматирование и профилирование латофлекса.
Блок 1
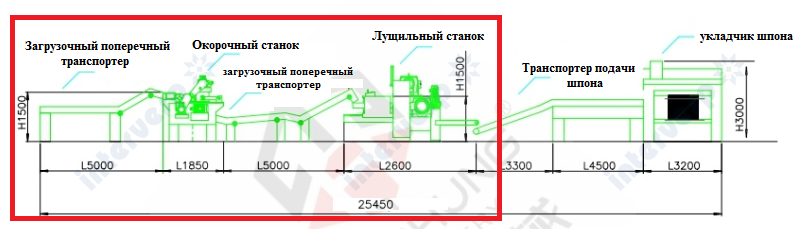
Общая схема компоновки.
Окорочный станок MH-WD5 (1500 мм) для окорки древесины.
Наименование параметра | Значение |
Длина бревна | 1200-1300 мм |
Длина ролика | 1500 мм |
Длина ножа для окорки | 1500 мм |
Мощность двойного ролика (кВт) | 1х11 кВт |
Мощность 1 ролика | 1х11 кВт |
Мощность подачи | 5,5 кВт |
Мощность загрузочного транспортера | 1,5 кВт+2,2 кВт |
Общая мощность | 31,2 кВт |
Тип редуктора ролика | JZQ350*2 |
Рабочая скорость | 60 м/мин |
Максимальный диаметр | 500 мм |
Устройство управления | Ручное управление гидравлической системой |
Размеры | ≈3600*2200*1800 L*W*H |
Вес примерно | 4 т |
Лущильный станок MH-VPM5 (1500 мм) для лущения шпона.
Наименование параметра | Значение |
Длина бревна | 1000-1300 мм |
Длина ролика | 1500 мм |
Длина ножа для лущения | 1500 мм |
Мощность двойного ролика (кВт) | 2х7,5 кВт |
Мощность 1 ролика | 2х7,5 кВт |
Мощность винтовой подачи | 1х7,5 кВт (серводвигатель) |
Мощность роторного устройства для лущения | 1х3,7 кВт |
Мощность конвейера | 1х2,2 кВт |
Мощность подачи | 43,4 кВт |
Редуктор ролика | Helical Gear Reductor X 4 Gear box R87 (с косозубой шестерней) |
Редуктор винтовой подачи | Helical Gear Reductor X 1 Gear box R87 (с косозубой шестерней) |
Редуктор устройства для лущения | Worm Gear Reducer X 1 RV110 (червячный) |
Редуктор конвейера подачи | Worm Gear Reducer X 1 RV90 (червячный) |
Скорость выдачи шпона | 40-80 м/мин |
Параметры ножа | 1500*180*16 мм |
Диаметр винта | 90 мм |
Максимальный диаметр | 500 мм |
Минимальное ядро (диаметр) бревна | 28 мм |
Толщина | 0,8-4 мм |
Рабочая ширина станка | 400-2500 мм |
Блок управления | Система регулировки скорости шпонирования, Замкнутый контур, сервоуправление. |
Размеры | 5000х2200х1600 L*W*H мм |
Вес примерно | 6,5 т |
2 блок
Автоматический четырехроликовый двухсторонний клеенаносящий станок с двумя двигателями мод. S4R/P-1800.
Осуществляет равномерное и постоянное нанесение клея по всей рабочей ширине, благодаря последним технологическим достижениям и специальному демпферу, компенсирующему разную толщину заготовок.
Отличительные характеристики:
- Ролики для нанесения клея имеют специальное покрытие, устойчивое к агрессивному воздействию и истиранию.
- Микрометрическая дозировка для нанесения клея.
- Защитные устройства гарантируют безопасную работу.
- Данный станок имеет большую массу, что позволяет ему работать с тяжёлыми заготовками.
- Мощная и увесистая конструкция данного станка делает его намного более надежным перед другими клеенаносящими станками.
- За счет того, что на станке 4-ре ролика, достигается более равномерное нанесение клея.
- Станок полностью соответствует Европейским нормативам по безопасности CE.
Технические характеристики | S4R/P 1800 |
Рабочая ширина | 1800 мм |
Рабочая высота | 100 мм |
Диаметр клеенаносящих роликов | 250 мм |
Скорость подачи | 22 м/мин |
Мощность двигателей | 3,0 кВт |
Рабочая высота поверхности | 890 мм |
Габаритные размеры | 2600 ширина х 1100 длина х 1500 высота мм |
Вес | 1000 кг |
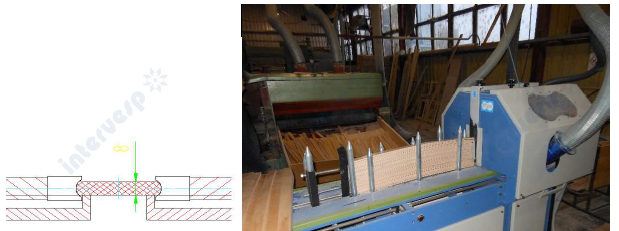
3 блок
Гидравлический пресс предназначен для изготовления изогнутых планок из клееной древесины (шпона). Основной исходный материал просушивается, вырезается шпон и мочевиноформальдегидный клей.
Гидравлический пресс типа SL (1.400 x 1.000 мм).
Гидравлический пресс позволяет прессовать одну деталь (заготовку) длиной от 790 до 1190 мм.
Требуемая кривизна детали (заготовки) обеспечивается радиусом нагревательных пластин.
Нагревательные пластины изготовлены из стальных листов с просверленными каналами для потока нагрева.
Рабочая поверхность нагревательной пластины защищена тонкой полированной нержавеющей сталью.
Нержавеющая сталь закреплена на нагревательной пластине особым образом, что предотвращает попадание частиц под нержавеющую сталь.
На панели управления прессом расположены:
- главный переключатель;
- реле времени (0-30 мин);
- кнопка: закрыть пресс;
- кнопка: открыть пресс;
- кнопка: экстренная остановка;
- термометр 2 шт.;
- реле давления.
Наименование параметра | Значение |
Рабочая поверхность | 1400х1000 мм |
Радиус нагревательных пластин | 4500 мм |
Максимальное удельное давление | 210 N/cm2 (для 1.240 x 840 мм) |
Давление | 2187 kN |
Количество пролетов | 8 |
Количество нагревательных пластин | 9 |
Время прессования | 20 сек |
Ход (раскрытие) | 110 мм |
Гидравлическое давление | 223 бара |
Теплоноситель | диатермическое масло |
Максимальная температура нагрева | 1400С |
Установленная мощность | 9 кВт |
Вес пресса | Около 14 т |
4 блок
Многопильный станок PFC 2x1-3N.
Предназначен для обрезки плит на конечную длину реек.
Особенности конструкции:
Рабочий размещает панель на входном столе, выбирая линию обрезки, регулируя положение панели на столе, обычно определяя длину обрезки по правой боковой направляющей линейке, толкает панель под прижимные колеса станка.
Панель прижимается к протягивающему механизму с резиновым покрытием и перемещается через зону дисковой пилы, где панель (латофлекс) с двух сторон или посередине - будет отформатирована в заданный размер.
Регулировка станка в зависимости от толщины входной панели выполняется вручную перед каждым изменением толщины.
Установка желаемой длины выполняется вручную перед каждым изменением длины реза. При этом расстояние между дисковыми пилами - это длина панели после завершения распила.
Станина станка выполнена в виде массивной сварной конструкции.
Оборудование представляет собой многопильный станок с тремя пилам или двумя регулируемыми пилами.
«Тарелка» латофлекс выровняется с помощью верхнего прижима, таким образом мы добьемся максимальной точности длин или ширина панели.
Станок также подходит для резки форматных плоских плит.
Наименование параметра | Значение |
Технические параметры панели на входе и выходе: |
|
Минимальная / максимальная длина панели на входе | 600/2100 мм |
Минимальная / максимальная ширина панели на входе | 500/1200 мм |
Минимальная / максимальная длина форматированной панели | 500/2050 мм |
Минимальная / максимальная толщина панели на входе | 6/15 мм |
Точность | ±0,5 мм |
Максимальная длина секций - вырезы по обеим сторонам плиты | 200 мм |
Параметры дисковых пил | HM Ø300/Ø30x3.2 z =60 |
Количество пил | 2 или 3 |
Параметры станка: | |
Рабочая высота | 900/1150 мм |
Общая высота машины, прибл. | 1750 мм |
Длина конвейера - машина (колесная база) | 2400 (2050) мм |
Ширина машины, прибл. | 3200 мм |
Вес машины | 1500 кг |
Скорость подачи | 13,5 м/мин |
Тяговые цепи с резиновой пластиной и направляющей | 4 шт. |
Количество прижимных колес | 6 шт. |
Количество нарезаемых элементов, КПД машины 50% (1000 x 1000 пластин) | до 400 шт/час |
Мощность двигателя подачи | 1,1 кВт |
Суммарная мощность двигателей (3 шт. по 3 кВт) | 9,0 кВт |
Общая мощность подключения | 10,1 кВт |
Количество аспирационных выходов, | 3 шт. по Ø100 |
Скорость воздушного потока | 30 м/сек |
Многопильный станок VKŽ T-1050 B-950.
Для продольной распиловки спрессованных листов шпона (панелей) и продольных форматных панелей в торцевые ламели заданной ширины.
Особенности конструкции:
- Опускания вала при замене дисковых пил осуществляется с помощью встроенным редуктора мощностью 0,25 кВт.
- Станок предназначен для продольной распиловки прессованных шпонированных панелей на ламели определенной ширины.
- Станок выполнен в классической сварной конструкции и отличается простотой в эксплуатации и надежностью. Он предназначен для продольной резки панелей меньшей толщины на ламели разной заданной ширины.
- Станок имеет стол, выполненный в виде двухчастного приводного резинового ленточного конвейера специальной конструкции.
- Верхняя поверхность прорезиненой ленты имеет ромбовидный профиль (рельефный), что позволяет точно подавать панели через зону резки дисковыми пилами.
- На этапе резки панель прижимается к конвейерной ленте 5 (пятью) прижимами (цилиндрами), 3 (три) на входе в станок и 2 (двумя) после дисковых пил.
- Прижимные ролики регулируются по высоте, что позволяет изменить толщину входных панелей. Ролики гибко зажимаются (с помощью пружины), что позволяет регулировать давление на заготовку.
- Из-за относительно большой длины главный вал имеет опорный подшипник на конце, предотвращающий колебания главного вала.
- Регулировка расстояния между дисковыми пила производится с помощью проставок.
- Стол имеет две ограничивающие боковые направляющие, прикрепленные к станку на входе, направляющие служат ограничителем ширины (примерно 1030 мм между двумя направляющими, т. е. максимальная ширина входной панели).
- Для обеспечения безопасности при работе машина имеет один тип защитных верхних расклинивающих ножей.
- Дозирование и позиционирование панелей из прессованного шпона при загрузке в машину осуществляется вручную. Удаление обрезков от станка - ручное (поступают на стол сбора, не входит в комплект поставки).
Наименование параметра | Значение |
Длина/ширина/высота станка | 3000х1950х1470 мм |
Ширина конвейерной ленты | 1050 мм |
Рабочая высота стола | 900 мм |
Расстояние между крайними дисковыми пилами, максимальная ширина реза | 950 мм (1000 мм) |
Максимальное количество дисковых пил (на 30 кВт): |
|
При толщине заготовки s = 8 мм | N = 30 шт. |
При толщине заготовки s = 10 мм | N = 24 шт. |
При толщине заготовки s = 12 мм | N = 20 шт |
Мощность главного двигателя | 30 кВт |
Мощность мотор-редуктора для подачи ленты | 0,75 кВт |
Мощность мотор-редуктора для подъема или опускания стола | 0,25 кВт |
Общая мощность | 31 кВт (400 В; 50 Гц) |
Регулировка высоты заготовки | ручная |
Регулировка высоты главной оси | Балка фиксированная |
Диаметр главного вала | 70 мм |
Параметры дисковых пил (в базовый комплект включено 20 шт) | Ø250 / 70x3,2 мм, z = 40 |
Скорость подачи | 13,6 м/мин |
Окружная скорость дисковой пилы | 49 м/сек |
Аспирационные отверстия | 4 x Ø100 мм |
Скорость воздушного потока | 30 м/сек |
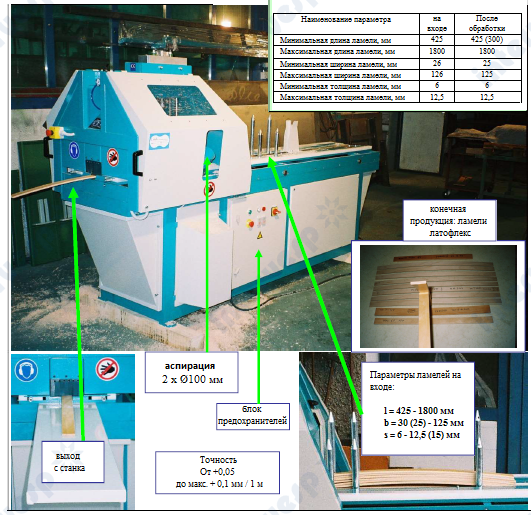
Станок для профилирования PROFILES 125 -12.5.
Для двусторонней обработки - профилирования ламелей меньшего сечения.
Особенности конструкции:
1. Входная или первая часть станка выполнена в виде накопительного устройства (далее накопитель), высотой 250 мм.
Ширина накопителя регулируется автоматически изменением или установкой расстояния (ширины полосы) между резцами. Под накопителем в направляющей проходит специальная подающая цепь, с упорами, которые перемещаясь к планкам автоматически снимают планки из накопителя.
Расстояние между фрезами регулируется в зависимости от длины заготовки.
Толщина регулируется, входное окно имеет упор перед станком, который позволяет подавать в станок только по одной планке.
Система подачи автоматическая и полностью регулируемая, имеет высокую гибкость к деталям, все настройки очень просты и логично. Система позволяет подавать планки длиной от мин. 425 мм до макс. 1800 мм и шириной 26-126 мм.
2. Фрезерные агрегаты: агрегаты размещаются диаметрально противоположно на одной линии, что обеспечивает исключительную точность заготовок - ширину на выходе из станка.
3. Регулировка ширины выполняется с помощью ручки-колеса с левой стороны станка,
1-й оборот колесо вправо - изменение ширины - 2 мм,
1-й оборот колеса влево - изменение ширины + 2 мм.
Регулировка плавная от 20 до 125 мм. Все настройки производятся вручную. Прижимной элемент при фрезеровании площадка выполнена прижимными резиновыми колесами, а давление на заготовку регулируется с помощью шины, регулятор давления и зависит от толщины и изгиба заготовок.
4. НАЗНАЧЕНИЕ: Станок предназначен для двусторонней обработки - профилирования ламелей меньшего сечения: от ширины 25 мм до максимальной ширины 125 мм и максимальной толщины 6–12 мм.
Станок выполнен в простой массивной сварной конструкции и имеет минимальные габариты.
Станок имеет 2 (два) вертикальных шпинделя - высокоскоростные агрегаты. Заготовка перемещается снизу с помощью специальная тяговой цепи с регулируемыми упорами и боковым ведением ламелей на этапе входа в станок, обработки и выход из станка.
На этапе обработки - профилирования или фрезерования он прижимается к основанию - столу с помощью трех прижимных колес. Давление прижимных колес регулируется пневматически, высота регулировки в зависимости от толщины заготовки регулируется с помощью винтовых колес - гаек и шкалы индикации - вручную.
5. Станок состоит из: базовой станка с накопителем на входе и выходным рабочим столом. Снабжен базовым набором инструмента - инструменты для обработки ламелей латофлекс радиусом (стандарт) R = 6,5 мм - 2 шт.
Наименование параметра | Значение |
Мощность двигателей | 2 x 1,469 = (2.94) кВт |
Мощность двигателя подачи | 1,1 кВт |
Фиксированная скорость подачи | 0,35 м/с = 21м/мин |
Общая мощность | 4,038 кВт |
Частота вращения | 9000 rpm |
Посадочный диаметр шпинделей | 30 мм |
Диаметр инструментов - рабочие головки 8 (или 6) | Ø 132 / Ø 137 / Ø 30 мм |
Регулировка вертикальных шпинделей по высоте | ± 0,5 мм |
Длина станка + выходной стол 1000 мм | 2800 → (Σ = 3800 мм) |
Максимальная длина ламели | 1800 мм |
Рабочая высота станка - высота рабочего стола | 875 мм |
Ширина станка | от 830 мм до 1000 мм |
Аспирационные отверстия | 2 x Ø100 мм |
Скорость воздушного потока | 30 м/сек |
Производительность машины ок. 80-90% скорости подачи | 15 - 19 метровых ламелей / мин |
Технические характеристики
Похожие товары
 Россия
Россия 













Форматно-обрезной станок для блоков латофлекса
Высота пропила, мм: 15
Диаметр пил, мм: 350
Масса станка, кг: 1500
Преимущества
Россия 








Форматно-обрезной станок для плитных материалов
Высота пропила, мм: 70
Диаметр пил, мм: 350
Масса станка, кг: 4000
Преимущества
Россия 

Станок фрезерный двухсторонний для ламели
Максимальная ширина ламели, мм: 120
Максимальная длина ламели, мм: 1600
Минимальная длина ламели, мм: 350
Преимущества
Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос