




26.05.2026
Как использовать систему лазерной безопасности DSP для защиты листогибочного пресса
Обеспечение безопасности при работе на листогибочном прессе является приоритетной задачей для любого металлообрабатывающего предприятия. Высокое усилие прижима и конструктивные особенности оборудования делают зону гибки участком повышенного риска. Система лазерной безопасности DSP представляет собой современное технологическое решение, которое позволяет минимизировать вероятность травматизма, сохраняя при этом высокую скорость работы станка. В отличие от традиционных световых барьеров, данная система интегрируется непосредственно в цикл движения верхней балки, что требует от оператора и инженера понимания определенных нюансов эксплуатации.
Принцип функционирования лазерной защиты DSP
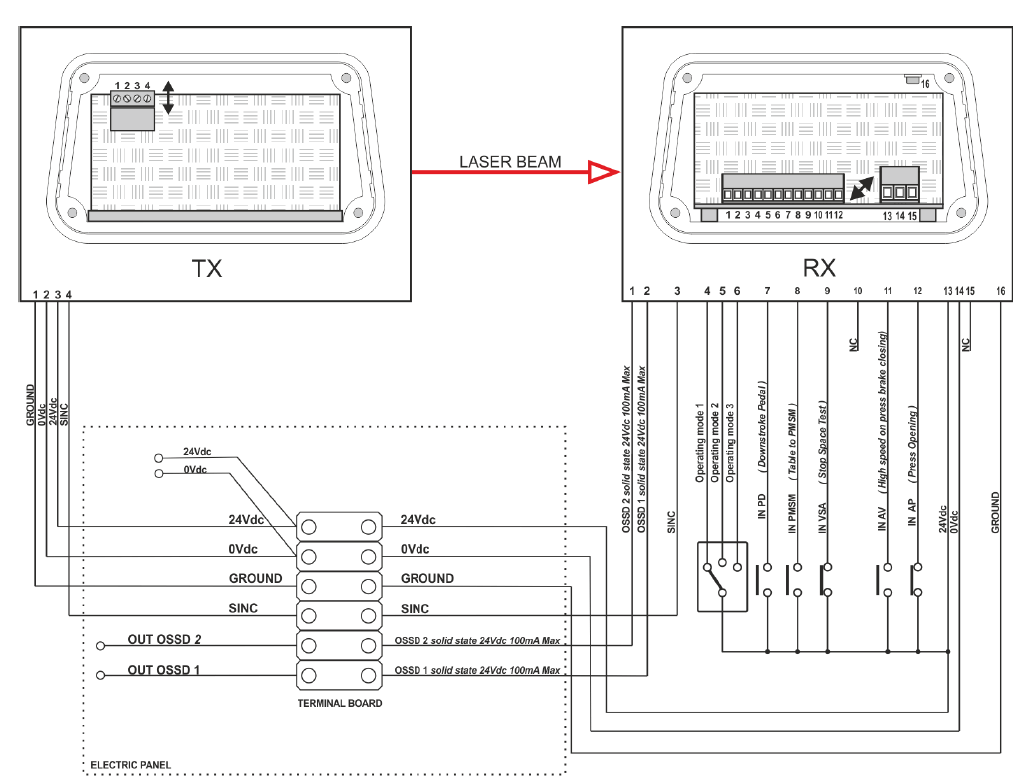
Система DSP работает на основе передачи лазерных лучей между излучателем и приемником, которые устанавливаются на подвижную траверсу пресса. Лазерный поток формирует защитную зону непосредственно под кромкой пуансона. Если в процессе опускания балки в эту зону попадает посторонний предмет, например рука оператора, система мгновенно подает сигнал на остановку гидравлического привода. Особенность DSP заключается в том, что она движется вместе с инструментом, обеспечивая непрерывный контроль опасной зоны вплоть до момента соприкосновения пуансона с заготовкой.
Лазерные лучи в системе DSP обычно располагаются параллельно линии гиба. Передняя часть луча отвечает за обнаружение препятствий до начала фазы медленного прессования. Это позволяет системе различать штатное приближение к металлическому листу и возникновение аварийной ситуации. Правильная геометрия лучей гарантирует, что даже небольшое проникновение в опасную область приведет к немедленной блокировке хода пресса, предотвращая защемление.
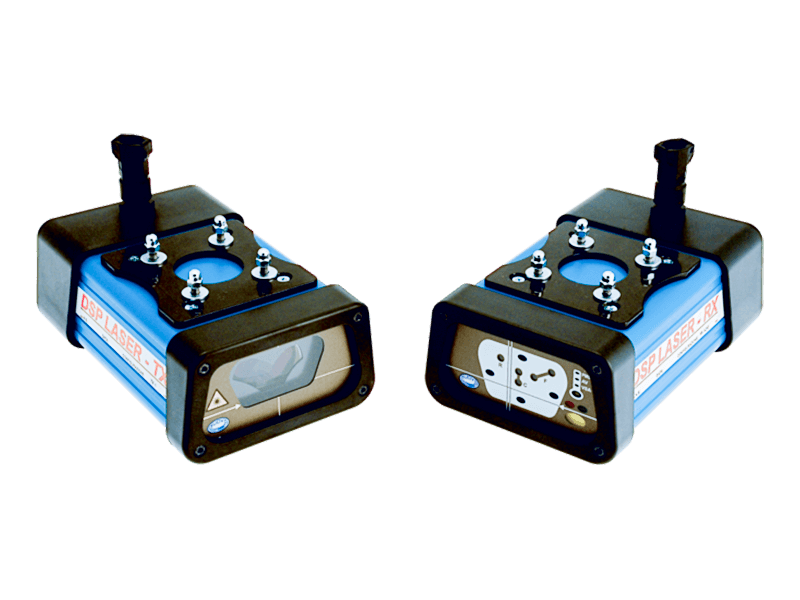
Установка и правильное позиционирование компонентов

Эффективность защиты напрямую зависит от точности монтажа оптических элементов на кромке пуансона. Излучатель и приемник должны быть жестко закреплены на специальных кронштейнах, исключающих вибрацию в процессе работы. Важно добиться идеальной соосности, чтобы приемник стабильно фиксировал лазерный сигнал. Любое смещение, вызванное ударом или ослаблением крепежа, приведет к ложным срабатываниям или полной блокировке работы станка.
При замене инструмента на пуансон другой высоты требуется обязательная перенастройка положения системы. Оператор должен отрегулировать высоту установки лазерных головок так, чтобы защитный луч проходил на строго заданном расстоянии от кончика пуансона. Обычно это расстояние составляет несколько миллиметров, что позволяет системе вовремя среагировать на препятствие, но не мешать самому процессу гибки при переходе на малую скорость.

Эксплуатация системы в различных режимах гибки
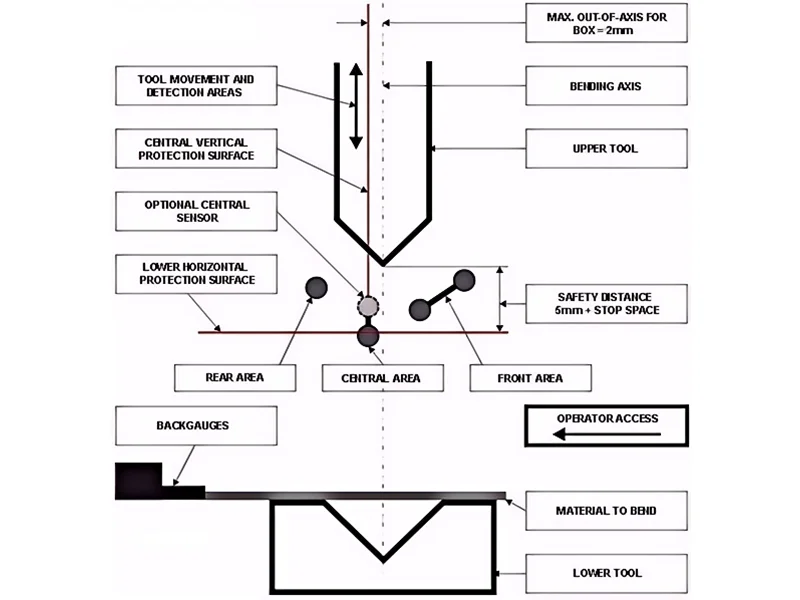
Стандартный режим работы системы DSP предполагает полную защиту на протяжении всего цикла движения балки вниз. Однако существуют специфические операции, такие как гибка коробов или деталей с высокими боковыми полками, где стенки детали могут пересекать лазерный луч раньше, чем пуансон коснется места гиба. В таких случаях система управления позволяет временно изменять алгоритм работы или переключаться в специальный режим.
В режиме гибки коробов система DSP может игнорировать прерывание определенных сегментов луча в определенные моменты цикла. Это достигается за счет сложной программной интеграции с ЧПУ станка. Оператору крайне важно понимать, когда и почему защита становится менее чувствительной, и проявлять повышенную осторожность в эти моменты. Использование функции «обучения» системы помогает запомнить профиль детали и исключить ненужные остановки оборудования, сохраняя при этом базовый уровень безопасности.
Техническое обслуживание и ежедневный контроль
Для поддержания высокого уровня безопасности система DSP требует регулярного внимания. Пыль, масляный туман и металлическая стружка, характерные для производственной среды, могут загрязнять линзы лазерных головок. Это приводит к ослаблению сигнала и возникновению ошибок в работе пресса. Рекомендуется протирать оптические поверхности мягкой салфеткой в начале каждой смены, избегая использования агрессивных химических составов, которые могут повредить защитное покрытие линз.
Перед началом работы оператор обязан провести функциональный тест системы. Проверка заключается в имитации попадания препятствия в зону действия лазера при движении балки на холостом ходу. Если пресс мгновенно останавливается и требует перезапуска или подтверждения безопасности, значит, все компоненты функционируют корректно. Также следует обращать внимание на состояние кабелей и разъемов, так как постоянное движение траверсы создает динамические нагрузки на проводку, что со временем может привести к износу изоляции или обрыву контактов.
Влияние системы на общую производительность

Внедрение лазерной защиты DSP часто воспринимается как фактор, замедляющий работу, однако при грамотной настройке это не так. Благодаря тому, что система позволяет прессу двигаться на высокой скорости до минимально возможного расстояния до заготовки, общее время цикла сокращается по сравнению с использованием устаревших барьеров безопасности. Возможность быстрой переналадки под разные типы пуансонов делает DSP универсальным инструментом как для серийного, так и для мелкосерийного производства.
Правильное использование лазерной системы не только защищает здоровье персонала, но и снижает риск повреждения дорогостоящего инструмента при случайном попадании посторонних предметов в зону гибки. Таким образом, DSP становится важным элементом культуры производства, объединяющим в себе требования безопасности и эффективность технологических процессов.
Поделиться в соц. сетях:


Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос