




29.06.2026
X-ось лазерного станка: причины потери точности и методы восстановления
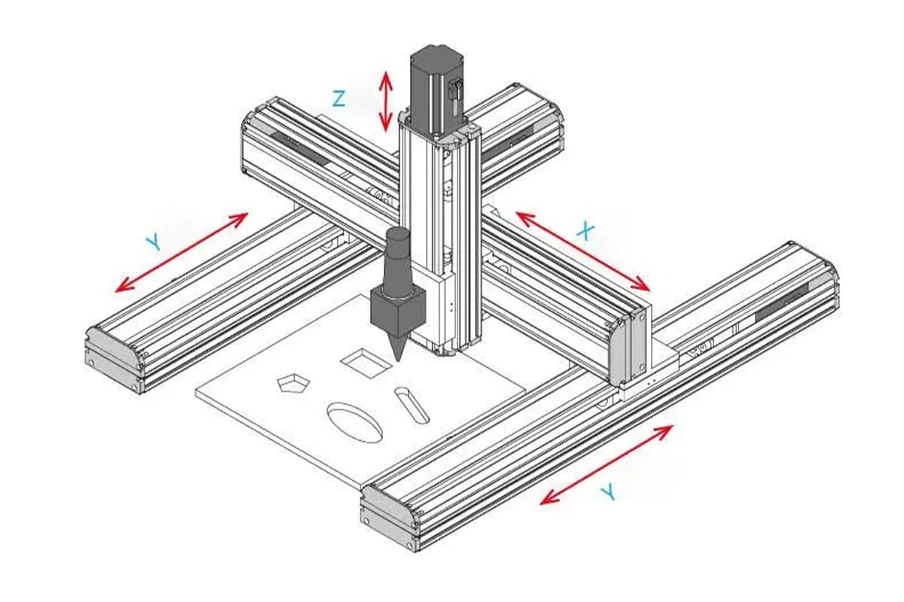
В производстве на лазерных станках с ЧПУ точность позиционирования играет решающую роль. Даже незначительное отклонение в доли миллиметра способно превратить партию деталей в брак. Чаще всего повышенной нагрузке подвергается именно ось X, которая перемещает рабочую голову станка вдоль портала. Со временем операторы начинают замечать, что оборудование теряет былую геометрию. Понимание причин этого процесса и знание способов ремонта помогают минимизировать простои и сохранить качество выпускаемой продукции.
Как заметить проблему на ранней стадии
Падение точности редко происходит мгновенно, обычно это накопительный процесс. Первым тревожным сигналом становится изменение геометрии готовых изделий. Вместо идеальных окружностей станок начинает вырезать овалы, углы прямоугольных деталей теряют строгие девяносто градусов, а линии реза приобретают едва заметную волнистость.
Другой характерный признак заключается в несовпадении начальной и конечной точек контура. Если лазер завершает резку в паре миллиметров от места старта, это явный повод проверить механику. Также стоит обратить внимание на посторонние звуки. Скрип, металлический скрежет или повышенная вибрация при движении каретки по оси X прямо указывают на критический износ или загрязнение ходовой части.
Основные механические причины потери точности
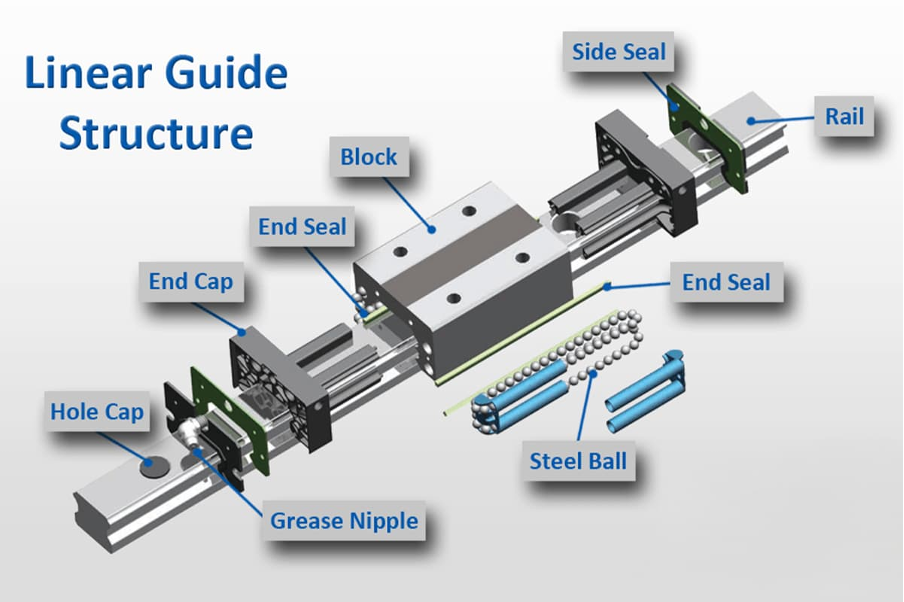
Каретка оси X совершает тысячи движений за рабочую смену. Внутрь каретки, где циркулируют мелкие шарики, неизбежно попадают продукты горения, мелкая пыль и остатки технологического нагара. Этот абразив постепенно разрушает дорожки качения. В узле появляется люфт, каретка начинает слегка покачиваться на рельсе, что моментально отражается на траектории лазерного луча.
В зависимости от конструкции станка движение передается либо через зубчатый ремень, либо через шарико-винтовую передачу. Ремни со временем неизбежно растягиваются, а их зубья стираются. Неправильное натяжение приводит либо к перескакиванию зубьев, либо к избыточной нагрузке на вал двигателя. В станках с ШВП главной причиной погрешности становится износ гайки, из-за чего возникает осевой люфт, и лазерная голова смещается с микроскопическим запаздыванием.
Крутящий момент от шагового или серводвигателя передается на приводной вал через жесткие или гибкие муфты. Из-за постоянных ускорений и резких торможений фиксирующие винты или шпонки могут ослабнуть. В результате возникает микропрокручивание вала внутри муфты. Двигатель поворачивается на заданный программой угол, а сама ось X смещается на чуть меньшее расстояние.
Методы восстановления заводских параметров
Ремонт всегда начинается с глубокой очистки. Необходимо полностью удалить старую смазку, смешанную с грязью, с рельсовых направляющих и зубчатых реек. Для этого используются специальные составы, не повреждающие металл. После очистки вручную проверяется плавность хода каретки при отключенных двигателях. Любое подклинивание или, наоборот, свободное покачивание выдает изношенный узел, подлежащий замене.
Если дефектовка показала износ подшипников в каретках или критическое растяжение ремня, эти элементы меняются парами или комплектами. При установке нового ремня важно выставить правильное натяжение с помощью тензометра, так как чрезмерная натяжка быстро разобьет подшипники мотора, а слабая - вернет люфты. Новые каретки после монтажа обязательно шприцуются рекомендованной производителем смазкой.
После устранения механических зазоров выполняется финальная настройка системы ЧПУ. Оператор вырезает тестовый квадрат большого размера, например, 300 на 300 миллиметров, и измеряет его реальные габариты электронным штангенциркулем или микрометром. Полученные данные вносятся в параметры контроллера для корректировки шагового импульса (Pulse Unit). В современных стойках управления также можно настроить программную компенсацию люфта (Backlash), которая автоматически добавляет нужные микроны при смене направления движения оси.
Регулярное обслуживание оси X, включающее еженедельную чистку и проверку затяжки крепежа, позволяет избежать дорогостоящего ремонта портала и гарантирует стабильно высокое качество лазерной резки.
Поделиться в соц. сетях:

Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос