




https://intervesp.by/catalog/metalloobrabatyvayuschee-oborudovanie/stanki-dlya-obrabotki-trub/trubogibochnye-dornovye-stanki-s-chpu/avtomaticheskij-trubogib-s-chpu-dw89cnc-3a-1s
Автоматический трубогиб с ЧПУ DW89CNC×3A-1S











 Китай
Китай Основные характеристики
Макс. Параметры гибки, мм: 89×8
Макс. радиус гибки, мм: R350
Мин. радиус гибки: По наружному диаметру трубы
Макс. угол гибки, град.: 190°
Макс. длина дорна, мм: 3000
Преимущества
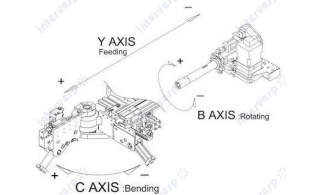
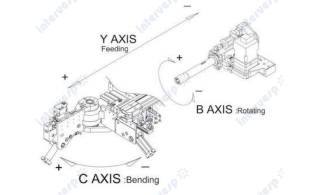
- Сервомоторы на всех осях C,Y,B


Шеф-монтаж и пуско-наладка
Осуществляем запуск поставленного оборудования

Сервис
Собственный штат наладчиков

Гарантия
Выезд специалистов во время гарантийного периода

Лизинг
Приобретение оборудования в лизинг на выгодных условиях
Получить предложение
 WhatsApp
WhatsApp  Telegram
Telegram Описание станка
Автоматическое распознавание силы в станке и заготовке, быстрая и качественная обработка.
Медленный возврат сердечника, усиленный бором, улучшает внешний вид угла.
Вся операция находится в компьютере просто, быстро и правильно.
Пиктографическая система программирования: рисовать и изменять на экране стереоизображение трубы, что делает работу простой, быстрой и правильной.
Тест на отскок: сравнительный тест характеристик многих материалов труб.
Функция одноступенчатой отладки — тщательное наблюдение за деформацией трубного материала в процессе изготовления штампов.
Автоматическая отрисовка графики штампов — наглядная помощь в разработке новых изделий.
Всеобъемлющий контроль: гидравлические/электрические цепи/системы привода, расхождение фаз в двигателях/инверторах, напряжение, температура, давление масла, автоматическая диагностика неисправностей.
Для управления производством применяются пароли, ключи, рабочее время/ учет количества.
Особенности ЧПУ станка
Трубогибочный станок с ЧПУ стремится к совершенству в области управления. Его характеристики следующие:.
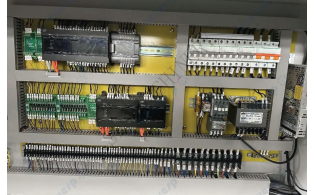
1. Электрическая система управления: используется известный японский контроллер, например, сервопривод, сервомотор, группа форм расположения, центральный процессор и т.д. от Mitsubishi Clubs или Yasukawa, который обладает высокой производительностью и отличной устойчивостью.
2. Сверхбольшой процессор Mitsubishi может хранить 400 групп изданий файлов. Если места для хранения недостаточно, в компьютер может быть установлено программное обеспечение для преобразования, а затем файлы могут быть сохранены в аппаратном обеспечении, что позволяет неограниченно расширять группы изданий.
3. Операционная система WINDOWS установлена на промышленном компьютере в соответствии с сервосистемой Mitsubishi, поэтому помимо преимуществ сервопривода Mitsubishi он обладает удобством управления файлами операционной системы WINDOWS. lt также может хранить файлы на оборудовании или диске для неограниченного расширения групп изданий.
4. Функция автоматического обнаружения ошибок и неисправностей, которая отображается на экране, что позволяет оператору легко устранить неисправность.
5. Все технологические документы вводятся с помощью сенсорного экрана управления.
6. Для каждой гибочной трубы можно установить величину компенсации, скорость и зазор между отбортовками в зависимости от разнообразия материалов.
7. Каждая гибочная труба может отдельно составлять 5 заказов на перемещение, 10 согласованных скоростей для использования операторами. Это повышает эффективность работы и уменьшает количество помех при гибке труб.
8. Сенсорный экран управления может переключать китайский и английский языки. По желанию заказчика может быть заказан дисплей на других языках.
9. Способ подачи материала может быть выбран прямой или клипсовый в соответствии с различными потребностями.
10. Координата XYZ может быть автоматически преобразована в значение процесса YBC.
11. Документы защищены ключом, что исключает возможность внесения в них случайных изменений.
12. Электрическая система совмещена с теплообменником для автоматического охлаждения. Для поддержания срока службы электрической системы можно выбрать кондиционер с числовым программным управлением.
13. Для уменьшения трения между гибочными трубами, продления срока службы оправки и обеспечения качества гибки труб станок оснащен системой автоматического добавления масла.
14. Документы, отображаемые на экране, могут быть распечатаны при подключении принтера.
15. На станине станка может быть установлен коммуникационный интерфейс и машина данных. Он подключен к Minghua Cooperation по телефонным линиям для дистанционного управления инженером для мониторинга в реальном времени, обновления программного обеспечения, устранения неполадок и т.д.
16. Позиции входа материала, безопасности, вмешательства во входную форму и вмешательства в выходную форму тележки для подачи материала могут быть установлены вручную и автоматически запомнены, чтобы исключить ошибку измерения человека и потерю столкновения машины.
17. Ось подачи материала автоматически определяет себя перед началом работы, чтобы избежать столкновения с машиной.
18. Действия по распалубке могут быть собраны в момент фактической гибки, чтобы заметить мешающие точки, скорректировать движение и повысить эффективность.
Технические характеристики
Основные характеристики
| Максимальные параметры гибки, мм | 89×8 |
| Максимальный радиус гибки, мм | R350 |
| Минимальный радиус гибки, мм | По наружному диаметру трубы |
| Максимальный угол гибки, град. | 190° |
| Максимальная длина дорна | 3000 |
| Способ подачи | прямая подача / подача с зажимом |
| Скорость гибки, гр/сек | 30 |
| Скорость поворота , гр/сек | 160 |
| Скорость подачи, мм/сек | 800 |
| Точность гиба, град. | ±0.1° |
| Точность поворота, град. | ±0.1° |
| Точность подачи, мм | ±0.1 |
| Гибка –C ось | Сервомотор |
| Каретка-Y ось | Сервомотор |
| Поворот-B ось | Сервомотор |
| Способ ввода информации | оси(X. Y. Z) рабочее значение (Y. B. C) |
| Мощность поворотного серводвигателя, кВт | 1,5 |
| Мощность сервомотора подачи, кВт | 2 |
| Максимальное количество циклов гибки в одной программе | 16 |
| Количество программ | 1000 |
| Мощность двигателя, кВт | 11 |
| Давление масла, МПа | 14 |
| Габариты станка, ДхШхВ, мм | 5650 x 1350 x 1360 |
| Вес | 5500 |
Похожие товары
Китай 




Автоматический трубогиб с ЧПУ DW38CNC-3A1S
Допустимая нагрузка на изгиб / круглая труба / низкоуглеродистая сталь (S = 40 кгс /мм2), мм: ¢38×2
Способность изгиба / круглая труба / цветные металлы (S = 25 кгс /мм2), мм: ¢38×3
Допустимая нагрузка на изгиб / круглая труба / нержавеющая сталь (S = 60 кгс /мм2), мм: ¢32×2
Способность изгиба / сплошной пруток / низкоуглеродистая сталь (S = 40 кгс / мм2), мм: ¢15
Преимущества
Китай 




Автоматический трубогиб с ЧПУ DW75CNC-4A2SV
Допустимая нагрузка на изгиб / круглая труба / низкоуглеродистая сталь (S = 40 кгс /мм2), мм: ¢75×2,5
Способность изгиба / круглая труба / цветные металлы (S = 25 кгс /мм2), мм: ¢75×3
Допустимая нагрузка на изгиб / круглая труба / нержавеющая сталь (S = 60 кгс /мм2), мм: ¢68×2
Способность изгиба / сплошной пруток / низкоуглеродистая сталь (S = 40 кгс / мм2), мм: ¢50
Преимущества
Китай 





Автоматический трубогиб GM-SB-63CNC
Круглая труба (сталь), мм: Ø 63 * 3
Мин. радиус изгиба, мм: 25
Преимущества
Китай 




Трубогиб автоматический с ЧПУ 63 CNC-5A- 3S (SV)
Круглая труба (сталь), мм: Ø 63 x 3
Круглая труба (нерж. сталь), мм: Ø 50 x 3
Мин. радиус изгиба, мм: ≥1,5 D
Преимущества
Китай 






Автоматический трубогиб с ЧПУ DW89CNCX2A-1S
Макс. Параметры гибки, мм: 89×8
Макс. радиус гибки, мм: R350
Мин. радиус гибки: По наружному диаметру трубы
Макс. угол гибки, град.: 190°
Макс. длина дорна, мм: 3000
Преимущества
Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос