




https://intervesp.by/catalog/derevoobrabatyvayuschee-oborudovanie/derevoobrabatyvayuschie-stanki/chetyrehstoronnie-derevoobrabatyvayuschie-stanki/chetyrehstoronnij-stanok-qmb-633-hd
Четырехсторонний станок QMB 633 HD

 Китай
Китай Основные характеристики
Количество шпинделей, шт: 6
Ширина заготовки, мм: 50-330
Толщина заготовки, мм: 20-250
Преимущества
- Станина из цельнолитого серого чугуна
- Бесступенчатая регулировка скорости подачи
- Высокоточные динамические сбалансирован-ные шпиндели


Шеф-монтаж и пуско-наладка
Осуществляем запуск поставленного оборудования

Сервис
Собственный штат наладчиков

Гарантия
Выезд специалистов во время гарантийного периода

Лизинг
Приобретение оборудования в лизинг на выгодных условиях
Получить предложение
 WhatsApp
WhatsApp  Telegram
Telegram Назначение: Предназначен для плоскостной и профильной обработки заготовок увеличенного сечения (стеновой строительный брус, строительные балки и т.д) с четырех сторон за один проход с целью получения изделий точной геометрической формы. Профильные работы могут выполняться боковыми, верхним и нижним шпинделями.
Область применения: Предприятия и цеха по производству столярно-строительных изделий, клееного бруса, производству погонажных изделий, деталей для стандартного домостроения и другие деревообрабатывающие производства.
Цельнолитая чугунная станина
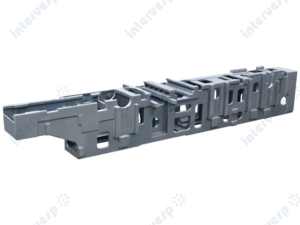
Цельнолитая чугунная станина, прошедшая специальную термообработку с последующей обработкой на обрабатывающем центре с ЧПУ за одну установку. Обеспечивает максимальную стабильность и надежность, полностью исключает возможность возникновения вибрации.
Высокоточные динамические сбалансированные шпиндели

Высокоточные, динамически сбалансированные шпиндели диаметром 50 мм изготавливаются из термически обработанной стали. Все шпиндели проходят прецизионную обработку и контроль, что позволяет достигать безупречного качества строгания. Перед установкой на станок все шпиндели станка обкатываются в течение нескольких часов.
Контропоры

Зажимные контропоры на всех горизонтальных шпинделях позволяют устанавливать на станок тяжелый инструмент для профилирования бруса естественной влажности шириной до 330 мм.
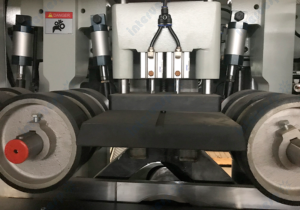
Система подачи

Увеличенная группа верхних рифленых роликов на входе позволяют обрабатывать массивные заготовки, обеспечивая высокоточную и надежную подачу заготовок.
Прижимные плиты
Все прижимные плиты выполнены с пневматической регулировкой для обеспечения максимальной стабильности прижима массивных заготовок.
Боковые пневматические прижимы

Боковые прижимы, установленные на входе в станок с пневматической регулировкой. Позволяют надежно прижимать заготовки любых сечений, исключая возможность смещения и получения брака.
Настройка верхнего прижима

Прецизионная настройка верхних прижимных «губок» возле верхнего шпинделя обеспечивает надежный прижим заготовки к рабочему столу в зоне обработки.
Редукторы подачи

Редукторная система привода подающих спаренных роликов через карданные валы обеспечивает надежную передачу крутящего момента на верхние и нижние ролики. Усиленные безлюфтовые редукторы обеспечивают мощную и стабильную подачу заготовок.
Приводные двигатели

Мощность двигателей привода шпинделей 11 кВт (первый верхний 15кВт) позволяют производить глубокое профилирование различных заготовок.
Приводные подающие ролики (нижние)

Рифленые подающие ролики, установлены в подающем столе дают возможность протягивать и обрабатывать заготовки повышенной влажности, расширяя производственные возможности станка.
Боковая линейка

На первый горизонтальный шпиндель устанавливается шевинговальная фреза и специальная линейка. Это позволяет формировать на заготовке сразу две базовых поверхности, что значительно повышает точность и качество обработки. Также благодаря этому можно убирать легкую кривизну заготовок, получая изделие точной геометрической формы.
Настройка направляющей линейки
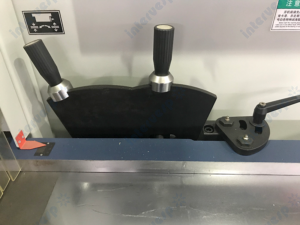
Настройка направляющей линейки и подающего стола легко производится посредством рычагов быстрой настройки.
Хромированный подающий стол
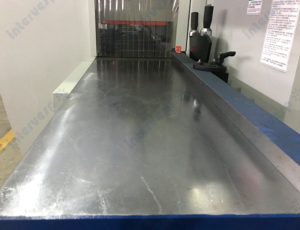
Подающий и рабочий столы прошли специальную термическую обработку для достижения максимальной прочности и покрыты толстым слоем твердого хрома (0,3 мм) для достижения повышенной износоустойчивости. Полированная поверхность стола уменьшает трение заготовки о стол и снижает усилие на привод подач.
Жидкокристаллический сенсорный дисплей

Визуализирует все процессы, происходящие при настройке работы станка. По ширине и высоте размер обрабатываемой детали задается дистанционно с данного пульта управления, снижая время на переналадку, увеличивая производительность.
Технические характеристики
Основные характеристики
| Количество шпинделей, шт | 6 |
| Ширина заготовки, мм | 50-330 |
| Толщина заготовки, мм | 20-250 |
| Длина заготовки, мм (по одной/в торец) | 700/300 |
| Ход подвижного подающего стола, мм | 7 |
| Ход базовой боковой подвижной линейки, мм | 7 |
| Скорость подачи (инвертор), м/мин | 6-36 |
| Диаметр шпинделей, мм | 50 |
| Диаметр верхних подающих роликов, мм | 180 |
| Диаметр фрез первого нижнего шпинделя, мм | 140 |
| Параметры шевинговальной фрезы, мм | 165х14 |
| Диаметр правого и левого шпинделей, мм | 140-230 |
| Диаметр первого верхнего шпинделя, мм | 140-230 |
| Диаметр второго верхнего шпинделя, мм | 140-230 |
| Диаметр второго нижнего шпинделя, мм | 140-230 |
| Частота вращения шпинделей, об/мин | 6000 |
| Контропоры на горизонтальных шпинделях, шт. | 4 |
| Мощность первого нижнего шпинделя, кВт | 11 |
| Мощность правого шпинделя, кВт | 11 |
| Мощность левого шпинделя, кВт | 11 |
| Мощность верхнего шпинделя, кВт | 15 |
| Мощность второго верхнего шпинделя, кВт | 11 |
| Мощность второго нижнего шпинделя, кВт | 11 |
| Мощность двигателя подачи, кВт | 11 |
| Мощность двигателя подъема траверсы, кВт | 1,5 |
| Мощность привода подъема/опускания верхнего шпинделя, кВт | 0,75 |
| Мощность привода радиального перемещения вертикального шпинделя, кВт | 0,37 |
| Мощность привода перемещения задней прижимной плиты, кВт | 0,37 |
| Общая установленная мощность, кВт | 84 |
| Диаметр патрубков стружкоприемников (верт./гориз.), мм | 180 / 180 |
| Скорость воздушного потока, м/с | 30~40 |
| Требуемая производительность системы аспирации, м3/мин | 300 |
| Давление в пневмосистеме, бар | 6 |
| Габаритные размеры (ДхШхВ), мм | 6000 х 2280 х 2090 |
| Масса, кг | 9600 |
Похожие товары
 Италия
Италия 
Автоматический четырехсторонний продольно-фрезерный станок PROFISET 60EP
Максимальная рабочая ширина (на выходе), мм: 230
Максимальная рабочая высота (на выходе), мм: 120
Количество шпинделей, шт: 5
Преимущества
Китай 
Четырехсторонний станок QMB 516 ET
Количество шпинделей, шт: 5
Ширина заготовки, мм: 20-160
Толщина заготовки, мм: 8-100
Преимущества
- Станина из цельнолитого серого чугуна
- Бесступенчатая регулировка скорости подачи
- Высокоточные динамические сбалансирован-ные шпиндели
Китай 
Четырехсторонний станок QMB 520 AT
Количество шпинделей, шт: 5
Ширина заготовки, мм: 20-200
Толщина заготовки, мм: 8-125
Преимущества
- Станина из цельнолитого серого чугуна
- Бесступенчатая регулировка скорости подачи
- Высокоточные динамические сбалансирован-ные шпиндели
Китай 
Четырехсторонний станок QMB 620 AT
Количество шпинделей, шт: 6
Ширина заготовки, мм: 20-200
Толщина заготовки, мм: 8-125
Преимущества
- Станина из цельнолитого серого чугуна
- Бесступенчатая регулировка скорости подачи
- Высокоточные динамические сбалансирован-ные шпиндели
Китай 
Четырехсторонний станок QMB 623 А
Количество шпинделей, шт: 6
Ширина заготовки, мм: 20-230
Толщина заготовки, мм: 8-160
Преимущества
- Станина из цельнолитого серого чугуна
- Бесступенчатая регулировка скорости подачи
- Высокоточные динамические сбалансирован-ные шпиндели
Китай 
Четырехсторонний станок мод. VH-M416
количество шпинделей, шт: 4
Ширина заготовки, мм: 160-25
Толщина заготовки, мм: 120-8
Преимущества
- 1500 mm стол на входе покрытый хромом
- Цельнолитая чугунная станина
- Карданный привод подающих роликов
Китай 
Четырехсторонний станок мод. VH-M516
количество шпинделей, шт: 5
максимальная/минимальная обрабатываемая ширина, мм: 160-25
максимальная/минимальная обрабатываемая толщина, мм: 120-8
Преимущества
- 1500 mm стол на входе покрытый хромом
- Цельнолитая чугунная станина
- Карданный привод подающих роликов
Китай 
Четырехсторонний станок мод. VH-M521
количество шпинделей, шт: 5
максимальная/минимальная обрабатываемая ширина, мм: 210-25
максимальная/минимальная обрабатываемая толщина, мм: 140-8
Преимущества
- 1500 mm стол на входе покрытый хромом
- Цельнолитая чугунная станина
- Карданный привод подающих роликов
Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос