




https://intervesp.by/catalog/derevoobrabatyvayuschee-oborudovanie/oborudovanie-dlya-derevyannogo-domostroeniya/chashkoreznye-stanki/frezernyj-chashkozareznoj-stanok-bl100a
Фрезерный чашкозарезной станок BL100A



 Австрия
Австрия Основные характеристики
Размеры сечения бруса, мм:
Минимальные: 28х100
Максимальные: 140х200
Преимущества
- точная обработка различных соединений блочного дома
- быстрое изготовление с константой рабочего потока
- поточная производительность до 150 пм / час
- абсолютная точность и аккуратность


Шеф-монтаж и пуско-наладка
Осуществляем запуск поставленного оборудования

Сервис
Собственный штат наладчиков

Гарантия
Выезд специалистов во время гарантийного периода

Лизинг
Приобретение оборудования в лизинг на выгодных условиях
Получить предложение
 WhatsApp
WhatsApp  Telegram
Telegram Отличительные характеристики:
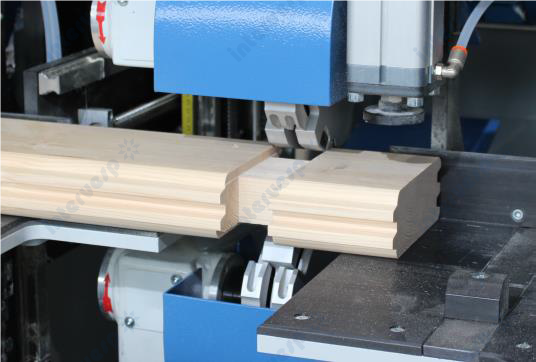
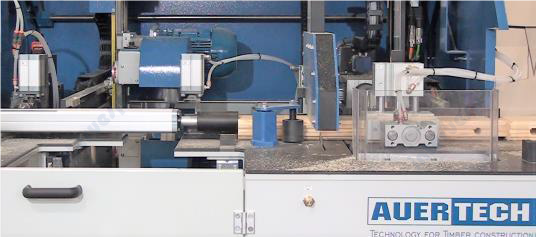
Фрезерный станок BL100A для обработки профилированного бруса.
- MULTILOG Изготовление с разной длиной и её автоматической оптимизацией.
- Точная обработка различных соединений блочного дома.
- Быстрое изготовление с константой рабочего потока (MULTILOG).
- Поточная производительность до 150 пм / час.
- Абсолютная точность и аккуратность.

Компактная зона обработки
▪ Оптимальное расположение рабочих агрегатов.
▪ High Tech фрез. инструменты с HM WEPLA.
▪ Опция настройки осей с серво-техникой.
▪ Различные варианты обработки.
▪ Минимум времени наладки и переключения.
IITO Control Software для управления деталями и контроля процессов обработки
▪ BTL импорт данных.
▪ Оптимизация длины.
▪ Принтер этикеток для идентификации заготовок (опция).
IPC УПРАВЛЕНИЕ И IITO ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
Управление: | Siemens RTX TIA2021 |
HMI: | Эргономичный стол с местом для принтера / принтера этикеток |
Программное обеспечение: | IITO Control, ввод, импорт и оптимизация |
IPC: | SIMATIK IPC427E |
Ввод данных: | Клавиатура с Touchpad / мышь |
Монитор: | 22-дюймовый монитор 1920 x 1080; закреплён на стойке |
Интерфейс данных: | BTL |
4-ФРЕЗЕРНЫЙ СТАНОК [4F.STANDARD]
Гориз. глуб. фрез-я сверху/снизу: | 60 / 35 мм |
Верт. глубина. фрезерования: | 60 мм |
Мощность привода: | 4 x 4,0 kW |
Число оборотов: | 4200мин-1 |
Ø шпинделя: | 30 мм |
Ø инструмента: | 220 мм |
Подача на фрезу: | CЕРВОМОТОР / БЫСТРЫЙ ХОД |
Настр. глубины фрезерования: | Ручная, дисплей со счётчиком |
4-ФРЕЗЕРНЫЙ СТАНОК [4F.POSI] ОПЦИЯ
Гориз. глуб. фрез-я сверху/снизу: | 60 / 35 мм |
Верт. глубина. фрезерования: | 90 мм |
Мощность привода: | 4 x 4,0kW |
Число оборотов: | 4200мин-1а |
Ø шпинделя: | 30 мм |
Ø инструмента по горизонтали: | 220 мм |
Ø инструмента по вертикали: | 280 мм |
Подача на фрезу по гориз.+ верт. | CЕРВОМОТОР /БЫСТРЫЙ ХОД |
Настр. глубины фрезерования: | Автоматическое управление, CЕРВОМОТОР / KGT |
Допуск: | +/- 0,1мм |
ТОРЦОВОЧНО-ПАЗОВАЛЬНАЯ ФРЕЗА [STN] ДЛЯ ТОРЦОВКИ И ПАЗОВАНИЯ ОПЦИЯ
Глубина фрезерования: | 40 мм |
Мощность привода: | 4,0 kW |
Число оборотов: | 4200 мин-1 |
Ø шпинделя: | 30 мм |
Ø инструмента: | 180 мм |
Подача на фрезу (Y-ось): | CЕРВОМОТОР/БЫСТРЫЙ ХОД |
Настройка высота (Z-ось): | Ручная, дисплей со счётчиком; опция - CЕРВОМОТОР / KGT |

КОМБИФРЕЗА 3-ОСИ [DT] ДЛЯ ПАЗА, ШИПА, СОЕДИНЕНИЯ “ЛАСТОЧКИН ХВОСТ” ОПЦИЯ
Установка: | Альт. торц. пазовой фрезе [STN] |
Глубина фрезерования паза: | 50 мм |
Глубина фрезерования соединения “ласточкин хвост”: | 35 мм |
Мощность привода: | 5,5 kW |
Число оборотов: | FU регулируем. 0 – 7500мин-1 |
Ø шпинделя: | 30мм |
Ø пазовальной фрезы: | 240мм |
Ø фрезы для профиля “ласточкин хвост”: | 50мм |
Y-ось: | Сервомотор / шпиндель KGT |
Z-ось: | Сервомотор / шпиндель KGT |
R-ось: | Сервомотор / планетарный привод |
Допуск: | +/- 0,1мм |

СВЕРЛИЛЬНЫЙ ГОРИЗОНТАЛЬНЫЙ АГРЕГАТ С НАПРАВЛЯЮЩЕЙ ДЛЯ СВЕРЛА [BG] ОПЦИЯ
Ø отверстия, max.: | 30 мм |
Мощность привода: | 1,5 kW |
Число оборотов: | 1500 мин-1 |
Подача (Y-ось): | Гидропневмат. бесступ. регулир. |
Настройка высоты (Z-ось): | Ручная, дисплей со счётчиком; опция - шаговый привод / KGT |

ТОРЦОВОЧНАЯ ПИЛА 500IFL [KS500IFL] ОПЦИЯ
Параметры резания (ШxВ): | 200 x 140мм |
Мощность привода: | 4,0kW с принудит.охлаждением |
Скорость резания: | 85м/с |
Ø пильного диска: | 500мм |
Подача (Z-ось): | Гидропневмат. бесступ. регулир. |
Зажим деталей: | Прижимная балка с пластиковым контрпрофилем сверху |

DUODRILL СВЕРЛИЛЬНЫЙ АГРЕГАТ [DD] ДЛЯ ОТВЕРСТИЙ С ДВУХ СТОРОН ОПЦИЯ
Установка в отдельной машинной раме: | Два сверла напротив друг друга на одной оси; защита от столкн. |
Кол-во: | 2x DuoDrill (A+B) возможно |
Ø сверла, макс.: | 35мм |
Мощность привода: | 2x 1,5kW |
Число оборотов: | FU регулируемый 0 – 3000мин-1 |
Подача (Y-ось): | Гидропневмат. бесступ. регулир. |
Настройка высоты (Z-ось): | Ручная, дисплей со счётчиком; опция - Сервомотор / KGT |

Угловая фреза 45° [EF] для снятия фаски с углов на торцах бруса ОПЦИЯ
Установка: | на раму машины; 4 шт. фрез. угловых агрегата, устан. под угл. 45°, работают по отдельности |
Параметры обраб. (ШxВ) макс.: | 50 x 160мм |
Снятие фаски макс.: | 4 x 35мм x 45° |
Ø инструмента: | 250мм |
Мощность мотора: | 4x 1,1kW |
Число оборотов: | 4500мин-1 |
Подача: | Пневмат. бесступ. регулир.& сервопривод / KGT шпиндель |

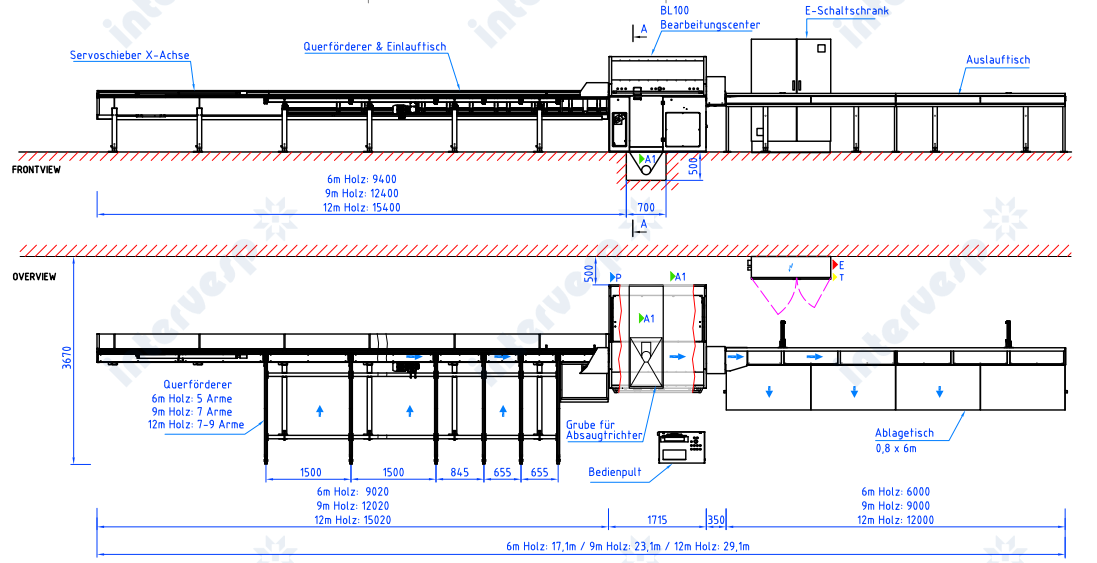
МЕХАНИЗАЦИЯ ПОПЕРЕЧНОГО КОНВЕЙЕРА [QF] И ЗАГРУЗОЧНОГО СТОЛА ОПЦИЯ
Подача деревянных заготовок: | Попер. трансп./HTD супер захват |
Кол-во полос / длина заготовки: | 6 полос по 6м 8 полос по 9м 9 полос по 12м |
Деление: | 650 / 650 / 850 / 1500 / 1500мм |
Длина конвейера: | ca. 1,8м |
Привод: | Редукторный привод, 1,5kW |
Передача на стол загрузки: | Пневмат. снижение уровня |
Стол загрузки: | Скольз. полимер-покрытие для транспортир. без повреждений |
Ширина укладки: | 200мм |
ПОДАЧА ЗАГОТОВКИ [X-ОСЬ] ОПЦИЯ
Сервотолкатель: | Перемещ. рычаг в точном линейно направляющем модуле |
Мощность привода: | Сервомотор, 3,0Nm |
Измерение расстояния: | Резольвер |
Макс.скорость прохода: | 110м/мин |
Точность повтора: | 0,1мм |
Движущаяся каретка [X2-ось], функция: | Для позиционирования деталей перед торцевой обработкой. |
Привод: | PN многоступенчатый цилиндр |

МЕХАНИЗАЦИЯ ВЫХОДНОГО СТОЛА, СТАЛКИВАТЕЛЯ И НАКОПИТЕЛЬНОГО СТОЛА ОПЦИЯ
Выходной стол: | Скольз. полимер-покрытие для транспортир. без повреждений |
Ширина укладки: | 250мм |
Сталкиватель: | Пневматический |
Накопительный стол: | Стол для готовой продукции |
Ширина укладки: | 0,8м (стандарт) / 1,4м (опция) |
Длина (выпускной & накопительный стол: | 6м (стандарт) / 9м / 12м (опция) |

МАРКИРОВКА ДЕТАЛЕЙ: ОПЦИЯ
Принтер этикеток: | Термотрансферный принтер |
Этикетки: | PE, 70 x 30мм |
Функция: | После изготовления элемента автоматически печатается соответ. этикетка. Приклеивание выполняет оператор. |
Информация для печати: | Производитель, проект, номер компонента, длина, номер стены, CAD ID; доп. информ. по запросу |
Пример комплектации

Мы предлагаем вам новый автоматизированный станок BL100A для производства бревенчатых домов, модель 2022 года с управлением IPC и сервосистемой позиционирования, включая инструменты, готовые к работе для вашего производства.
Комплектация:
Автоматическое производство стеновых элементов с угловыми соединениями для современных бревенчатых домов.
Размеры компонентов:
Толщина стенки: 28 – 140 мм.
Высота бревна: 100 – 200 мм.
Длина заготовки: 6,0 м (опция 9,0 или 12,0 м).
Накопительный стол – поперечный конвейер
количество захватов - 6x с лентой Supergrip,
длина ленты ~1,8 м,
привод - мотор-редуктор, 1,5 кВт,
мин. длина заготовки - 0,8 м
Оператор отделяет и подает сырье (брёвна) на ленточный конвейер. Прием с конвейера на подающий стол автоматизирован за счет изменения уровня.
Подающий стол
Плоский подающий стол с покрытой пластиком скользящей поверхностью, где компоненты проталкиваются в зону обработки благодаря автоматической системе серво-проталкивания.
Ширина стола: ~200 мм.
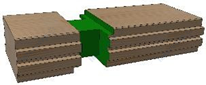
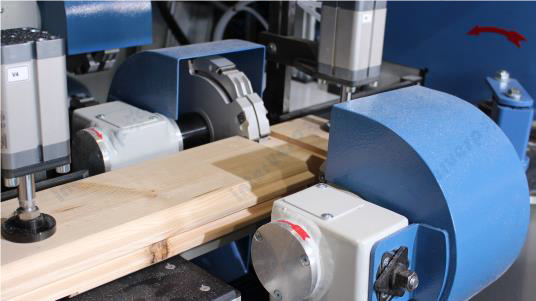
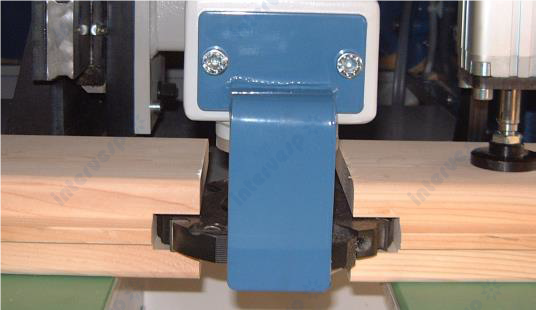
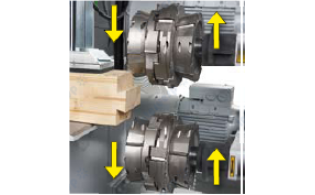
Blockhaus 4F.SERVO
Основной блок для изготовления углового соединения CHALET. Компонент будет сформирован со всех четырех сторон всего за одно положение фиксации двумя фрезерными узлами снизу и двумя фрезерными узлами с задней стороны, направляемых по вертикальной и горизонтальной подающими опорами.
Размер заготовки макс. 140 х 200 мм.
Размер заготовки макс. 140 х 200 мм
Глубина фрезерования:
по горизонтали вверху: макс. 60 мм
по горизонтали внизу: макс. 35 мм
по вертикали: макс. 95мм
Фрезерный вал ⦰ 30 мм
Инструмент ⦰ x ширина макс. по горизонтали 2x D=220 x B=120 мм
по вертикали 2x D=280 x B=120 мм
Мощность двигателя 4 x 4,0 кВт
Скорость вращения шпинделя – управляется ИНВЕРТОРОМ, макс. 6.000 мин-1
Подача горизонтальная и вертикальная – с пом. сервопривода, бесступенчатая регулировка с помощью ПЛК.
Регулировка фрезерного суппорта - ручной шпиндель с цифровым счетчиком.
Операция - автоматическая с управлением ПЛК.
Держатель заготовки - пневматический по вертикали; пневматический по горизонтали.
Удаление стружки - аспирация на подпольном конусе для патрубка ⦰160 мм (система аспирации и отверстие в полу выполняются заказчиком).
В комплекте с электрической, ПЛК управлением и пневматикой. Станина станка подготовлена для установки циркулярной пилы, узлов пазовального или под ласточкин хвост, сверлильного узла. С защитным оборудованием и закрытым кожухом безопасности (открытие с помощью газовой пружины) со смотровым окном. Электрошкаф на основании с кабелем 3,0 м. Готов к использованию, но без инструментов.
Режущая головка 4-части, D220; 21–90 мм; LM
для 4-стороннего горизонтального узла
толщина стенки +/- 28-100мм
Размер: ⦰220/30
Регулируемость, ширина: 21,0 – 90,0 мм
Резы / Исполнение: Z=3; V=3, LM/HM-WEPLA
Режущая головка 4-части, D280; 21–90 мм; LM
для 4-стороннего вертикального узла
толщина стенки +/- 28-100мм
Размер: ⦰280/30
Регулируемость, ширина: 21,0 - 90 мм
Резы / Исполнение: Z=3; V=3, LM/HM-WEPLA
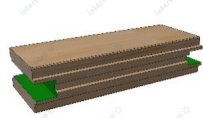
Пазовальный узел STN.SERVO
Для выполнения горизонтального головного паза на лицевой стороне. Благодаря функции специального подвижного стола возможна обработка обеих лицевых сторон детали.
Фрезерный вал ⦰ 30 мм
Инструмент ⦰ x ширина макс. 240 х 30 мм
Мощность двигателя 4,0кВт
Скорость вращения шпинделя – управляется ИНВЕРТОРОМ, макс. 6.000 мин-1
Подача – с пом. сервопривода, бесступенчатая регулировка с помощью ПЛК.
Операция - автоматическая с управлением ПЛК.
Регулировка Z-оси - ручной шпиндель с цифровым счетчиком.
Держатель заготовки - пневматический по вертикали; пневматический по горизонтали.
Вывод всасывающего патрубка - ⦰160 мм
Устанавливается в основании рамы станка BL. С интеграцией электронного и пневматического управления. Дополнительно установлена функция подвижного стола для разделения компонентов после резки для производства конечных процессов (Multilog). Готов к использованию, но без инструмента.
Режущая головка 2-част, D240; 16–30 мм; стальная
для пазовального узла
Размер: ⦰240/30
Регулируемость, ширина: 16 - 30 мм
Резы / Исполнение: Z=2+2; V=2+2, сталь / HM-WEPLA

Сверлильный горизонтальный узел со сверлильной направляющей; BGD.SERVO.
Для выполнения отверстий в компоненте для крепления или монтажа.
Сверление⦰ макс. 30 мм.
Мощность двигателя 1,1 кВт.
Скорость вращения шпинделя 1500 мин-1.
Подача – с пом. сервопривода, бесступенчатая регулировка с помощью ПЛК.
Операция - автоматическая с управлением ПЛК.
Регулировка Z-оси - ручной шпиндель с цифровым счетчиком.
Держатель заготовки - пневматический по вертикали; пневматический по горизонтали.
Устанавливается в основании рамы станка BL. С интеграцией электронного и пневматического управления. Готов к использованию, со сверлом D=20 мм.
Циркулярная пила KS.500i
Циркулярная пила, устанавливаемая под столом, для чистого и ровного реза детали по длине.
Размер макс. (ШхВ) 200x140мм
Пила ⦰ макс. 550мм
Мощность двигателя 4,0кВт
Скорость резки - управляется ИНВЕРТОРОМ, макс. 4.500 мин-1
Подача - пневматическая бесступенчатая
Операция - автоматическая с управлением ПЛК
Держатель заготовки - прижимная планка сверху с пластиковым контр-профилем
Вывод всасывающего патрубка - ⦰160мм
Устанавливается в основании рамы станка BL. С интеграцией электронного и пневматического управления. Готов к использованию, с пилой D=500мм!
Разгрузочный стол
Плоский подвижный стол с поверхностью скольжения с пластиковым покрытием, на который компоненты выталкиваются из зоны обработки благодаря автоматической системе серво-проталкивания.
Ширина стола: ~250 мм
Разгрузочное устройство, пневматическое
Для автоматизированного поперечного проталкивания готовых изделий с разгрузочного стола на приемный стол.
Электропневматическое управление с помощью ПЛК.
Приемный стол
Приемный стол с большой поверхностью для готовых заготовок. Оператор вручную снимает готовые изделия с этого стола.
Ширина - 0,8м
Система позиционирования с сервоприводом
Автоматическая система проталкивания и позиционирования с сервоприводом для производства компонентов бревенчатых домов без измерения или маркировки. Проталкивающая система установлена на подающий стол и перемещает заготовку в станок в правильное рабочее положение как это запрограммировано в программном обеспечении оператора. Система серво-проталкивания и вся последовательность обработки контролируется IPC-управлением станка.
После обработки вся заготовка и обрезки перемещаются на разгрузочный стол. Там разгрузочное устройство толкает заготовки к прижимному столу.
Макс. нетто длина заготовки: длина заготовки +0,25 м
Линейная направляющая: толкающий рычаг на прецизионном линейном модуле с роликами
Привод сервотолкателя: Серводвигатель, 3,0 Нм
Измерительная система: Resolver
Максимум. скорость регулировки: 110 м/мин.
Точность повторения - 0,1 мм.
Требуемый исходный материал: прямой угол на торце и отсортированный по входной длине +10см / -2см.
IPC-система управления SINAMICS с программным обеспечением IITO.
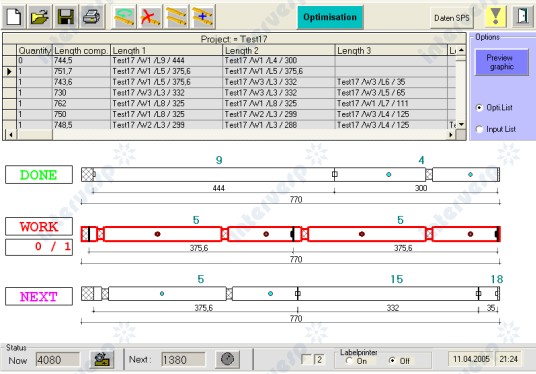
Вся система управления станком осуществляется IPC с промышленным стандартом (Siemens) и TFT-дисплеем. На этом IPC установлено программное обеспечение IITO для ввода, импорта данных и оптимизации. Это программное обеспечение обеспечивает управление всеми компонентами и полным контролем станка в автоматическом режиме.
Ввод данных осуществляется через:
A) Ручной ввод: Все необходимые данные, такие как количество, длина и обработка компонентов бревенчатого дома, очень удобно вводятся в программное обеспечение IITO с графической визуализацией.
B) Импорт данных непосредственно из программного обеспечения CAD с интерфейсом BTL или через файл IITO TXT.
Список заготовок в программном обеспечении IITO автоматически оптимизируется до списка Multilog с несколькими длинами (эксплуатация необработанной длины древесины) для производства. Для этой оптимизации доступны некоторые опции (Одна стена, Одно здание, Больше зданий). Оптимизированный предварительный просмотр можно распечатать для обзора производства.
Непосредственно из этого списка Multilog в программном обеспечении IITO делается запуск автоматизированного производства.
Последовательность обработки
- «подача заготовки»
- «проталкивание и позиционирование»
- «работа с различными инструментами»
- «разгрузка» после последней операции - полностью автоматизирована.
Произведенные компоненты будут автоматически учтены в Программном обеспечении, и оператор будет иметь полный обзор по производству.
Благодаря возможности установки системы маркировки - очень легко идентифицировать заготовки при упаковке или сборке.
Промышленный ПК:
SIMATIC IPC427E (Microbox PC без вентилятора, 24 В постоянного тока)
Intel® Core™ i5-6442EQ; 3x Гбит Ethernet (IE/PN)
8 ГБ оперативной памяти;
Встроенный твердотельный накопитель 240 ГБ SATA
Встроенный графический процессор HD Graphics,
4x USB V3.0 (высокая скорость)
Интерфейс Клавиатура/Мышь
Дисплей 22“ LED, закрепленный на панели оператора
Операционная система MS Windows Win10 Enterprise; 64-bit Программное обеспечение Siemens PLC, управление IITO Control
CAD интерфейс BTL 10.6
Лазерный принтер A4 стандарт,
Резервная копия системы - Загрузочный USB-накопитель
Версия Office 1x лицензия на Office
IPC с TFT-дисплеем и принтер встроены в эргономичную консоль с контролем температуры и обогревателем. Программное обеспечение со всеми необходимыми лицензиями полностью установлено и готово к использованию.
Принтер для печати этикеток.
Термотрансферный принтер стандарт для самоклеящихся этикеток Poly Trans, макс. 102х76мм. После изготовления каждой заготовки автоматически печатается этикетка с соответствующей информацией (сборка, номер стенки, номер бревна, длина).
Этикетки наклеиваются на компоненты оператором в порядке произведенных заготовок (контролируется по распечатываемому производственному листу).
Принтер установлен на пульте оператора BL100A, готов к использованию, с 12 рулонами этикеток 70 x 30 мм.
Установлен в панели оператора BL100A полностью и введен в эксплуатацию.
В комплекте 12 рулонов этикеток 70 х 30 мм.
Технические характеристики
Основные характеристики
| ГАБАРИТЫ ОБРАБОТКИ | |
| Толщины стенки, мм | 28 – 140 |
| Высота блока, мм | 100 – 200 |
| Длина сырой заготовки мин., мм | 800 мм для автом. подачи |
| Длина детали мин., мм | +/-300мм / в зависимости |
| Длина детали макс., мм | В зависимости от механизации |
| Требования к сырьевым заготовкам | Плоская опорная поверхность. Прямоуг.торец (с одной сторо-ны) |
| ОБЩИЕ ХАРАКТЕРИСТИКИ: | |
| Держатель заготовки: | Зажим. цилиндр сверху и спереди.Зажимные и по-дающие ролики спереди. |
| Аспирация: | Подпольная воронка, необходим колодец под ма-шину * |
| Подключение сжатого воздуха: | Подготовл. сжатый воздух, 8 бар, около 300 л / мин * |
| Электроподключение: | 400V, 3L+N+PE, 50Hz * |
| Вес: | +/- 2900кг без механизации * |
| Габариты (Д x Ш): | +/- 17,0 x 3,5м (стандарт) * |
| * дополнительная информация согласно плану установки |
Похожие товары
 Россия
Россия 
Станок для фрезерования угловых соединений в брусе (клееном брусе) ВКР182
Размеры сечения бруса, мм:
Минимальные: 30х100
Максимальные: 200х200
Преимущества
- наличие торцовочного узла
- наличие узла фрезерования торца заготовки
- наличие сверлильного узла
Россия 
Станок для фрезерования угловых соединений в брусе (клееном брусе) ВКР180
Размеры сечения бруса, мм:
Минимальные: 30х100
Максимальные: 200х200
Преимущества
- наличие торцовочного узла
Россия 

Станок для фрезерования угловых соединений в мини брусе ВКР19
Размеры сечения бруса, мм:
Минимальные: 30х100
Максимальные: 90х150
Преимущества
- фрезерование пазов осуществляется в автоматическом режиме
- электромеханический привод подачи
- привод подачи на основе частотного регулирования
Россия 
Станок для фрезерования угловых соединений в мини брусе ВКР18Н1
Размеры сечения бруса, мм:
Минимальные: 100х100
Максимальные: 250х250
Преимущества
- брус фрезеруется с четырех сторон
- станок имеет минимум органов управления — для выполнения операции необходимо выбрать ее с помощью переключателя (кнопки) и запустить процесс обработки
Россия 

Станок для фрезерования угловых соединений в мини брусе ВКР190
Размеры сечения бруса, мм:
Минимальные: 35х100
Максимальные: 70х150
Преимущества
 Тайвань
Тайвань 
Чашкорезный станок HP 200S для обработки строительного бруса больших сечений
Размеры сечения бруса, мм:
Минимальные: -
Максимальные: 245х300
Преимущества
- узел профилирования угловых соединений с диаметром шпинделей 40 мм и увеличенной длиной шпинделей
- усиленный шпиндель для профилирования за одну базировку бруса максимальным сечением
 Италия
Италия 




Чашкозарезная линия TOPMASTER
Размеры сечения бруса, мм:
Минимальные: 120 х140
Максимальные: 270 х 320
Преимущества
- защитный кожух на станке и автоматический рабочий цикл обеспечивают максимальную безопасность работы оператора
- установка в станке принтера (опция) позволяет автоматически маркировать каждую деталь
- станок обеспечивает производительность до 1000 м3 готовой продукции в месяц
Италия 
Чашкозарезной станок для обработки бруса больших сечений BIGBLOX
Размеры сечения бруса, мм:
Минимальные: -
Максимальные: 270 х 320
Преимущества
- рельсовые направляющие пильного узла исключают вибрацию и обеспечивают точность и чистоту обработки
- узел выборки вертикального и горизонтального пазов для фрезерование пазов в торце заготовки (под окна и двери) позволяет осуществлять фрезерование с двух сторон благодаря двухстороннему упору
- узел фрезерования торцевого паза для фрезерование пазов (венцов) с помощью 2 пар горизонтальных и вертикальных фрез позволяет фрезеровать паз шириной 200 (225 мм) за один проход
- сверлильный узел для сверления отверстий оснащен ступенчатым устройством подачи, позволяющим повысить качество обработки и увеличить срок службы инструмента
Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос