




https://intervesp.by/catalog/metalloobrabatyvayuschee-oborudovanie/oborudovanie-dlya-obrabotki-listovogo-metalla/listogibochnye-pressy/listogib-s-chpu/gidravlicheskij-listogibochnyj-press-mvd-inan-b220h3100
Гидравлический листогибочный пресс MVD INAN B220х3100






 Турция
Турция Основные характеристики
Усилие гиба, тонн: 220
Длина гиба, мм: 3100
Расстояние между колоннами, мм: 2600


Шеф-монтаж и пуско-наладка
Осуществляем запуск поставленного оборудования

Сервис
Собственный штат наладчиков

Гарантия
Выезд специалистов во время гарантийного периода

Лизинг
Приобретение оборудования в лизинг на выгодных условиях
Получить предложение
 WhatsApp
WhatsApp  Telegram
Telegram Серия прессов MVD inan iBend серии B - самая популярная серия листогибочных прессов предназначенных для гибки листовой стали.
Данная серия станков является оптимальной для стандартного производства, т.к. сочетает в себе функциональность промышленного оборудования и мощные функции опциональных дополнений. Станок возможно дооснастить до 8-и осей управления Y1+Y2,X1,X2,R1,R2,Z1,Z2.
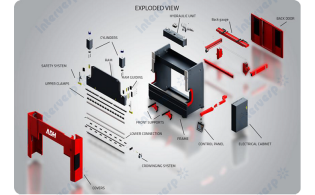
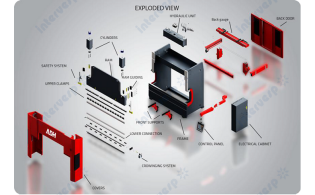
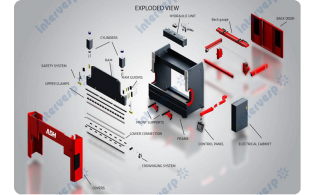
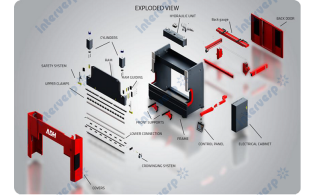
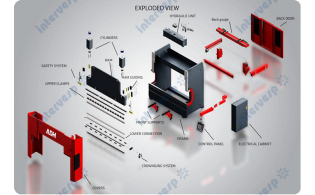
Комплектация:
- Оси станка Y1+Y2, X+R (750 мм)+ антипрогиб с ЧПУ
- ЧПУ ESA S640
- Раскрытие траверсы - 260 мм
- Зев в станине - 410 мм
- Усиленные подвижные передние направляющие
- Оптические линейки GIVI Misure
- Ручной быстросъемный пуансонодержатель типа Promecam
- Стандартный пуансон (H: 67, 85°, R:08) и матрица (60x60 mm, 4 ручья: V=16-22-35-50 mm, 85°, H:60)
- LED подсветка на корпусе

ESA S640, 15-дюймовый сенсорный экран, 2D-графика (3-6 осей) - 15-дюймовый 2D-сенсорный графический дисплей - Автоматический расчет последовательности гибки и проверки на столкновение - Расчет угловой коррекции (антипрогиб)- Измерение и коррекция угла - Слот для флешки - Оптоволоконный интерфейс - 2D-чертеж - 2 USB-порта – Программа с автономным программным обеспечением.

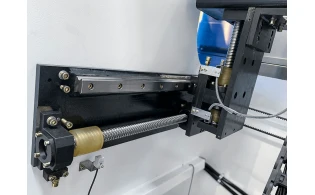
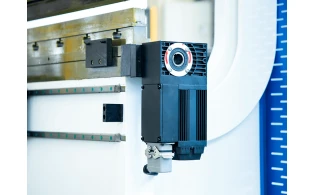
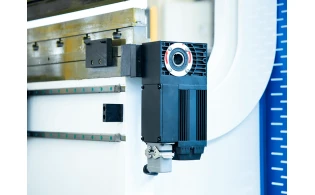
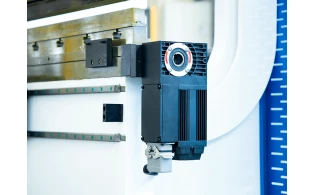
iBend - Задний упор MVD (X+R) - Моторизованный с сервоприводом - Автоматическое перемещение оси X - Расстояние по оси X: 750 мм - Скорость: 250 мм/с - Точность: +/- 0,05 мм - Ручное перемещение оси R на 250 мм - Прочная стальная конструкция корпуса - Закаленный вал шарико-винтовой передачи и закаленные линейные направляющие.
Опционально: расстояние по оси X может быть увеличено до 1000 мм.
Задний упор MVD по оси X, 2 шт., прямой, 3 этапа упора (H1: 10 мм, H2: 20 мм, H3: 30 мм), перемещаемый вручную вдоль линейной направляющей по оси Z.
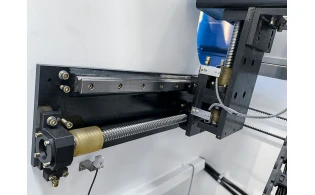
Ось - Предотвращает провисание листа.

Антипрогиб с ЧПУ (клиньями Wila и двигателем G.E.C)
Рамы листогибочных прессов имеют тенденцию изгибаться во время работы. В результате угол изгиба не является постоянным по всей длине. Wila разработала очень продвинутое решение этой распространенной проблемы. Это возможно за счет горизонтального скольжения нижнего клина и верхнего клина, называемого венценосным, против растяжения и деформации. Этот процесс осуществляется путем автоматической передачи количества коэффициентов выпуклости, рассчитанных двигателями GEC и блоком управления ЧПУ, на клинья. По сравнению с ручным антипрогибом, моторизованный не требует от оператора ручного поворота рычага венца. Быстрее. Можно производить более точные продукты. Срок службы машины увеличивается.

Быстрозажимной механизм европейского типа Promecam
Держатель пуансона.
Обеспечивает легкую смену инструмента.
Практично.
Обеспечивает экономию времени.
Надежный и защищенный от падения инструмента.
Стандартные раздвижные передние опорные рычаги типа B - 2 шт.
Регулируемые по высоте.
Измерения можно производить с помощью шкалы.
Поддерживают оператора в процессе гибки.
Специальная узкая нижняя плита MVD (европейского типа)
Предлагается со специальной нижней плитой, 70 мм или 90 мм в зависимости от тоннажа.
Т-образный канал можно открыть в зависимости от используемых инструментов.
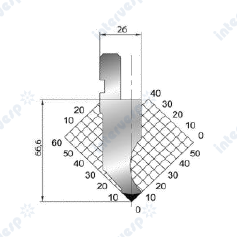
Стандартный пуансон ES 1260 (H: 67, 85°, R: 0,8) Eurostamp ES 1260 Punch Tool
Высота инструмента H: 67 мм.
Угол инструмента (°): 85 °.
Радиус R: 0,8 мм.
Материал: C45.
Макс. Т/м: 100 т/м.
Тип инструмента: Amada.
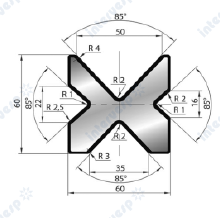
Стандартная матрица ES 2067 (60x60 мм, 4 канала V = 16-22-35-50 мм, 85°, H:60) Eurostamp ES 2067 Die Tool 4 V
Высота инструмента H: 60 мм.
Угол инструмента (°): 85 °.
V-образный канал: 16-22-35-50 мм.
Материал: C45.
Макс. Т/м: 80 т/м.
Тип инструмента: Amada.

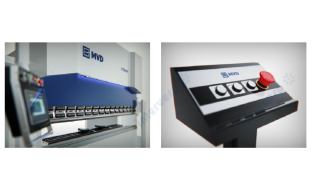
Открытая кабина серии B MVD.
Открытая кабина премиум-класса с черным плексигласом.
Гибочный пресс будет виден в рабочей зоне.
Это поможет вашим клиентам продемонстрировать профессиональное отношение.
Эргономичный дизайн обеспечивает удобство для оператора.

Одиночная педаль - P2-
С помощью специально разработанной одинарной педали переключения, оператор направляет движение верхнего стола ногой вниз.
- Энкодер – оптические линейки: GIVI
- Светодиодная подсветка
- Электрические компоненты: Schneider 400 В/ 50 Гц
- Гидравлическа: Hoerbiger (HAWE) Blok
- Электрошкаф: VDE
- Помпа: Eckerle
Привода: Mitsubishi / LS / Delta Motors.
Дополнительные опции


История завода
Первые шаги в производстве оборудования компанией MVD Inan уходят в 1950 год. После нескольких лет работы и производства станков компания в 1971 году выпускает свой первый перфорационный пресс. Продолжая производить оборудование, компания берет направление на проектирование и изготовление гидравлических гибочных прессов и гильотинных ножниц и в 1981 году компания переезжает на новое производство, где имея больше пространства и дополнительные инвестиции от государства, они добавляют в линейку станков 3-х валковые гибочные станки и расширяют линейку гибочных прессов. Основным направлением компании на то время были гибочные прессы, гильотинные ножницы и вальцы.
В 2001 году в компанию обратился клиент с задачей изготавливать опорные 8-ми угольные сварные столбы, после чего MVD Inan проектирует свой первый тандемный гидравлический гибочный пресс. После удачного запуска линейки тандемного оборудования компания переходит к разработке и производству револьверного перфорационного пресса, а также ряда других направлений (станки плазменной и лазерной резки, просечно-вытяжных прессов)
Подход к производству
Компания MVD Inan – ориентируется на постоянное качество своего оборудования. В производстве гибочных прессов, гильотинных ножниц, станков плазменной резки, лазерной резки и координатно-пробивных прессов используются только качественные Европейские и Турецкие комплектующие от известных брендов, таких как: Bosch Rexroth, Hoerbiger, Cybelec, Delem, Elgo, Telemechanique, Siemens, Heidenhein, Givi Misure, Wila, Wilson, Unimec. Проектирование станков производится на программном обеспечении, которое позволяет рассчитать максимальную точность и прочность оборудование. Производство деталей для станков осуществляет на промышленных колонных обрабатывающих центрах.
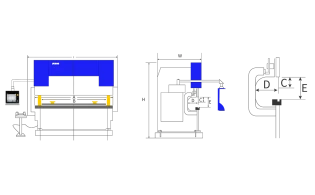
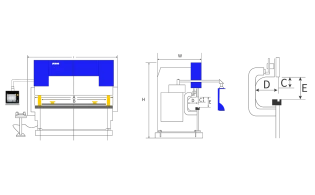
Технические характеристики
Основные характеристики
| Усилие гиба, тонн | 220 |
| Длина гиба, мм | 3100 |
| Расстояние между колоннами, мм | 2600 |
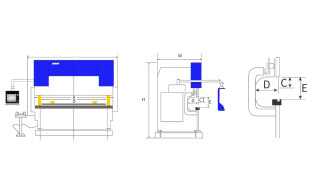
| Ход траверсы, мм | 260 |
| Высота открытия, мм | 465 |
| Глубина зева, мм | 410 |
| Высота стола, мм | 955 |
| Скорость опускания, мм/с | 180 |
| Скорость возврата, мм/с | 140 |
| Скорость прессования, мм/с | 10 |
| Гидравлический бак, л | 290 |
| Габариты станка, мм | 4720x2340x2998 |
| Вес, кг | 10400 |
| Главный двигатель, кВт | 18,5 |
| Задний упор X-ось ход 750 мм - Скорость, мм/с | 150 |
| Задний упор R-ось ход 250 мм - Скорость, мм/с | 250 |
Похожие товары
 Китай
Китай 
Гидравлический гибочный пресс WC67E 100-3200 ЧПУ Delem DA41S
Усилие, т: 100
Максимальная толщина материала,мм: 4
Длина рабочего стола,мм: 3200
Ход пуассона,мм: 120
Система управления: ЧПУ ЧПУ Delem DA41S
Китай 


Листогиб гидравлический серии WAD-50T/1300 ЧПУ ESA s860
Высокая точность (±0,01 мм) параллельности хода траверсы (синхронизация работы гидроцилиндров) автоматически контролируется системой ЧПУпо осям Y1, Y2 через пропорциональные гидравлические сервоклапана, причем контроль осуществляется непосредственно в процессе гибки:
Перемещение траверсы обеспечено по направляющим с антифрикционным покрытием рабочих поверхностей:
Компактный электрошкаф с воздушным охлаждением:
Китай 
Листогиб гидравлический серии WAD с ЧПУ Delem WAD-250T/4000
Оси управляемые ЧПУ 3+1 Y1 Y2 X+ антипрогиб ЧПУ Система ЧПУ DELEM DA53T Антипрогиб с ЧПУ:
Китай 
Листогиб гидравлический серии WAD с ЧПУ Delem WAD-170T/220T/3200
Комплектующие гидравлического контура от ведущих европейских производителей:
Устройство компенсации на горловине, чтобы гарантировать глубину изгиба и точность:
Китай 




Листогиб гидравлический серии WAD-50T/70T/80Tx2500 ЧПУ Delem Da53T
Комплектующие гидравлического контура от ведущих европейских производителей:
Устройство компенсации на горловине, чтобы гарантировать глубину изгиба и точность:
Китай 




Листогиб гидравлический серии WAD с ЧПУ Delem Da53T Мод. WAD-50T/70T/80Tx1600
Комплектующие гидравлического контура от ведущих европейских производителей:
Устройство компенсации на горловине, чтобы гарантировать глубину изгиба и точность:
Китай 





Листогиб гидравлический с ЧПУ серия WAD-50T-250T
Комплектующие гидравлического контура от ведущих европейских производителей:
Устройство компенсации на горловине, чтобы гарантировать глубину изгиба и точность:
Турция 




Гидравлический листогибочный пресс MVD INAN A SERIES
Усилие гиба, тонн: 60
Длина гиба, мм: 2100
Расстояние между колоннами, мм: 1600
Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос