




Станки для обработки труб






Выбрать по производителю


 Китай
Китай 










Автоматический трубогиб с ЧПУ DW89CNC×3A-1S
Макс. Параметры гибки, мм: 89×8
Макс. радиус гибки, мм: R350
Мин. радиус гибки: По наружному диаметру трубы
Макс. угол гибки, град.: 190°
Макс. длина дорна, мм: 3000
Преимущества
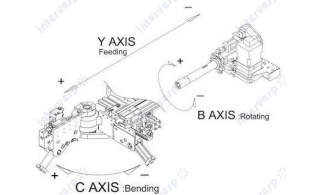
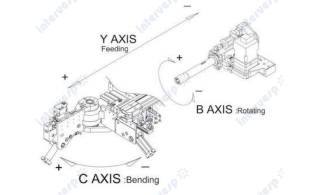
- Сервомоторы на всех осях C,Y,B
Китай 






Автоматический трубогиб с ЧПУ DW89CNCX2A-1S
Макс. Параметры гибки, мм: 89×8
Макс. радиус гибки, мм: R350
Мин. радиус гибки: По наружному диаметру трубы
Макс. угол гибки, град.: 190°
Макс. длина дорна, мм: 3000
Китай 




Автоматический трубогиб с ЧПУ DW38CNC-3A1S
Допустимая нагрузка на изгиб / круглая труба / низкоуглеродистая сталь (S = 40 кгс /мм2), мм: ¢38×2
Способность изгиба / круглая труба / цветные металлы (S = 25 кгс /мм2), мм: ¢38×3
Допустимая нагрузка на изгиб / круглая труба / нержавеющая сталь (S = 60 кгс /мм2), мм: ¢32×2
Способность изгиба / сплошной пруток / низкоуглеродистая сталь (S = 40 кгс / мм2), мм: ¢15
Китай 




Автоматический трубогиб с ЧПУ DW75CNC-4A2SV
Допустимая нагрузка на изгиб / круглая труба / низкоуглеродистая сталь (S = 40 кгс /мм2), мм: ¢75×2,5
Способность изгиба / круглая труба / цветные металлы (S = 25 кгс /мм2), мм: ¢75×3
Допустимая нагрузка на изгиб / круглая труба / нержавеющая сталь (S = 60 кгс /мм2), мм: ¢68×2
Способность изгиба / сплошной пруток / низкоуглеродистая сталь (S = 40 кгс / мм2), мм: ¢50
 Турция
Турция 




Трубогиб бездорновый СМ 60WM
Максимальный диаметр гибки, мм: 60
Максимальная толщина стенки, мм: 3,5
Максимальный гибочный радиус, мм: 400
Китай 



Трубогиб полуавтоматический GM-SB-63 NCB
Макс. гибочная способность, мм: 60x3
Радиус гибки, мм: 25-300
Эффективная длина дорна, мм: 3000
Китай 





Автоматический трубогиб GM-SB-63CNC
Круглая труба (сталь), мм: Ø 63 * 3
Мин. радиус изгиба, мм: 25
Китай 




Трубогиб автоматический с ЧПУ 63 CNC-5A- 3S (SV)
Круглая труба (сталь), мм: Ø 63 x 3
Круглая труба (нерж. сталь), мм: Ø 50 x 3
Мин. радиус изгиба, мм: ≥1,5 D
Китай 
Полуавтоматический трубогибочный станок DW 38NC
Максимальный диаметр трубы (низкоуглеродистая сталь), мм: Ø38х2
Максимальный диаметр трубы (нержавеющая сталь), мм: Ø32х2
Максимальный диаметр трубы (квадратное сечение), мм: 32x2
Турция 
Механический бездорновый трубогиб модель SPB 60
Электромеханический трубогибочный станок предназначен для гибки стальных круглых труб, сортового проката – методом намотки (протягивания) на шаблон в холодном состоянии на заданный угол гиба от 0° до 180° градусов. Станок используется на различных видах производства при изготовлении сантехнических, строительных, мебельных и других видов заготовок. Гибка труб осуществляется с минимальными изменениями геометрии профиля без образования гофр и заломов. Трубогиб работает в ручном и полуавтоматическом режиме:
Преимущества
- Такие особенности, как простота конструкции, легкость эксплуатации, энергосбережение и высокая эффективность, делают станок не заменимым в при процессе гибки труб, что в свою очередь положительным образом сказывается на рентабельности вашего производства.
Турция 








Электромеханический трубогиб Cansa CM-32
Максимальный диаметр гибки, мм: 32
Максимальная толщина стенки, мм: 2
Максимальный гибочный радиус, мм: 275
Преимущества
- привод через редуктор
- макс. гибка труб Ø32mm х 2 мм
- Электрический двигатель с тормозом
- эксцентриковый зажим
- предохранитель электрической панели и замок панели с ключом
- охлаждающий вентилятор внешних тормозных накладок
Турция 








Электромеханический трубогиб СМ-42
Максимальный диаметр гибки, мм: 42
Максимальная толщина стенки, мм: 2
Максимальный гибочный радиус, мм: 250
Преимущества
- привод через редуктор
- макс. гибка труб Ø42mm х 2 мм
- Электрический двигатель с тормозом
- эксцентриковый зажим
Станки для обработки труб
Обработка труб — это важная часть многих производственных процессов в различных отраслях, таких как строительство, автомобилестроение и другие. Для выполнения точных и качественных изгибов труб на производственных линиях используются трубогибы и различные станки для обработки труб. В этой статье мы расскажем, какие типы станков существуют, как выбрать подходящее оборудование, а также что влияет на стоимость профильных трубогибов.
Зачем нужны трубогибы?
Трубогибы используются для создания изогнутых труб, которые являются неотъемлемой частью множества металлоконструкций. Такие изделия часто встречаются в строительстве, автомобильной промышленности и других отраслях. Важно, чтобы при сгибании трубы сохранялись все необходимые параметры, такие как овальность, рельеф, толщина и отсутствие гофры. Существуют разные технологии гибки труб, и выбор подходящего станка зависит от требований к точности и скорости работы.
Преимущества использования трубогибов:
- Высокая точность: Трубогибы обеспечивают точность в выполнении изгибов с соблюдением всех допустимых отклонений.
- Разнообразие технологий: В зависимости от задачи можно выбрать станок с бездорновой или дорновой технологией гибки.
- Гибкость в применении: Станки для обработки труб позволяют работать с различными типами труб и материалами, что расширяет возможности производства.
Виды трубогибов
Существует несколько видов трубогибов, каждый из которых подходит для разных задач и условий производства.
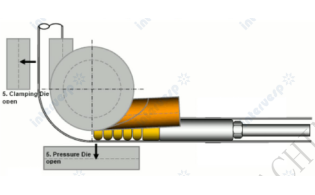
- Бездорновые трубогибы. Эти станки работают по принципу намотки трубы на гибочный ролик, который вытягивает ее в соответствии с радиусом. Бездорновые трубогибы популярны благодаря своей конструктивной простоте и низкой стоимости. Они отлично подходят для работы с трубами, где требования к овальности некритичны.
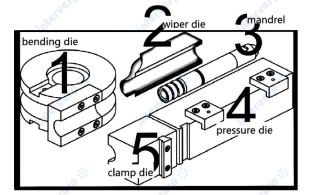
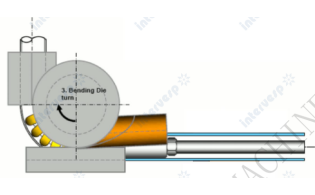
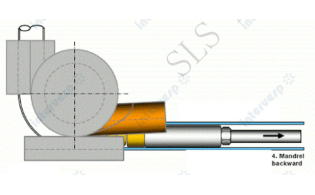
- Дорновые трубогибы. Технология дорнового гиба позволяет достичь высокого качества изгиба с минимальными отклонениями, такими как гофра и овальность. Эти станки идеально подходят для обработки труб с малыми радиусами изгиба.
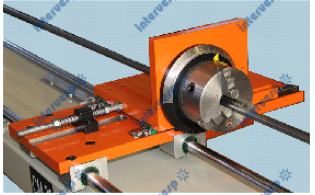
- Полуавтоматические и автоматические трубогибы. Полуавтоматические системы требуют присутствия оператора, но существенно облегчают процесс гибки благодаря автоматизированным механизмам. Автоматические трубогибы позволяют полностью автоматизировать процесс гибки, обеспечивая высокий уровень безопасности и точности.
Как выбрать трубогиб для вашего производства?
Выбор трубогиба зависит от множества факторов, таких как тип труб, требования к точности, объем производства и бюджет. Для того чтобы выбрать подходящее оборудование, важно учитывать следующие характеристики:
Важные факторы при выборе трубогиба:
- Тип гибки: Нужно решить, будет ли использоваться бездорновая или дорновая технология в зависимости от точности и требований к овальности.
- Автоматизация: Если вам нужна высокая производительность и точность, автоматический трубогиб будет наилучшим выбором.
- Размеры труб: Убедитесь, что выбранный станок подходит для работы с трубами нужных диаметров и толщины.
Профильные трубогибы: цены и выбор модели
Цены на профильные трубогибы могут существенно варьироваться в зависимости от производителя, типа станка и уровня автоматизации. Выбор зависит от ваших производственных нужд, а также от того, сколько труб и какой сложности нужно обрабатывать.
Что влияет на цены профильных трубогибов:
- Уровень автоматизации: Автоматические и полуавтоматические трубогибы, как правило, стоят дороже, но их высокая производительность оправдывает цену.
- Производитель и качество: Качество станка и репутация производителя также влияют на цену. Станки от известных брендов могут стоить дороже, но обеспечивают долгосрочную надежность и точность работы.
Почему стоит выбрать станки от компании Intervesp?
Компания Intervesp много лет занимается поставками качественных станков для обработки труб от известных производителей. Мы предлагаем оборудование, которое обеспечит точность и эффективность в процессе гибки труб для различных отраслей.
Преимущества покупки станков в Intervesp:
- Сертифицированные станки: Мы поставляем только сертифицированные станки, которые соответствуют мировым стандартам.
- Гарантия и сервис: На все наши станки предоставляется гарантия, а также доступна техническая поддержка и обслуживание на территории Беларуси.
- Широкий ассортимент: У нас вы найдете модели, подходящие для различных производственных потребностей, от недорогих до профессиональных станков.
- Профессиональные консультации: Мы поможем выбрать подходящую модель в зависимости от ваших требований и бюджета.
В компании Intervesp вы можете найти надежное оборудование для гибки труб, которое соответствует самым высоким стандартам качества и безопасности.
Смотрите также




Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос