




https://intervesp.by/catalog/derevoobrabatyvayuschee-oborudovanie/oborudovanie-dlya-proizvodstva-poddonov/liniya-dlya-proizvodstva-poddonov-imc-1000-2-avtomat
Линия для производства поддонов IMC 1000-2 (автомат)


















 Китай
Китай Основные характеристики
Производительность, шт/мин: 4-6
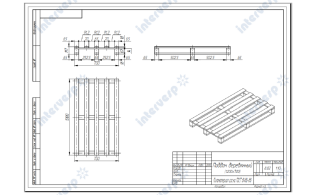
Длинна поддона, мм: 800-1500
Ширина поддона, мм: 800-1500
Габариты линии, мм: 50х5х4
Мощность линии, кВт: 114,5
Преимущества
- линия предназначена для производства поддонов в автоматическом режиме
- высокая производительность


Шеф-монтаж и пуско-наладка
Осуществляем запуск поставленного оборудования

Сервис
Собственный штат наладчиков

Гарантия
Выезд специалистов во время гарантийного периода

Лизинг
Приобретение оборудования в лизинг на выгодных условиях
Получить предложение
 WhatsApp
WhatsApp  Telegram
Telegram Линия предназначена для производства поддонов в автоматическом режиме, производительность линии составляет 4-6 шт./мин.
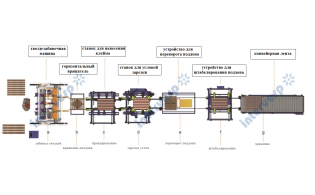
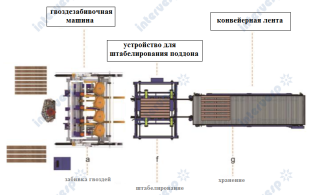
Функциональная схема работы
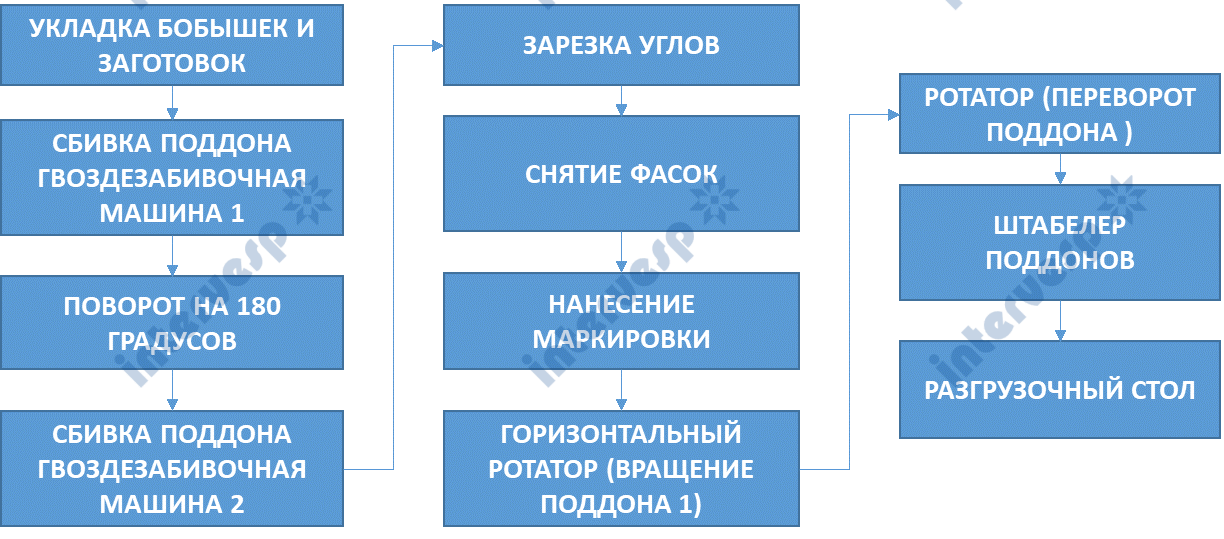
КОМПЛЕКТАЦИЯ ЛИНИИ
ПОЗ. 1 АВТОМАТИЧЕСКИЙ УКЛАДЧИК БОБЫШЕК
Механический блок подачи
Площадь 3х2,8х2,9 м
Размер блока 60–200 мм
Автоматическая подача
Отдельная система управления ПЛК, Один оператор
ПОЗ. 2 ПЕРВЫЙ ГИДРАВЛИЧЕСКИЙ ГВОЗДЕЗАБИВНОЙ СТАНОК
Площадь 7,2х5,2х3,5 м
Производительность 4–6 шт./мин
Отдельная система управления ПЛК
3 ящика для гвоздей*12 планок для гвоздей
Гвоздезабивной пистолет 2х18 шт.
Форма позиционирования 1 комплект настраиваемая по чертежу поддона
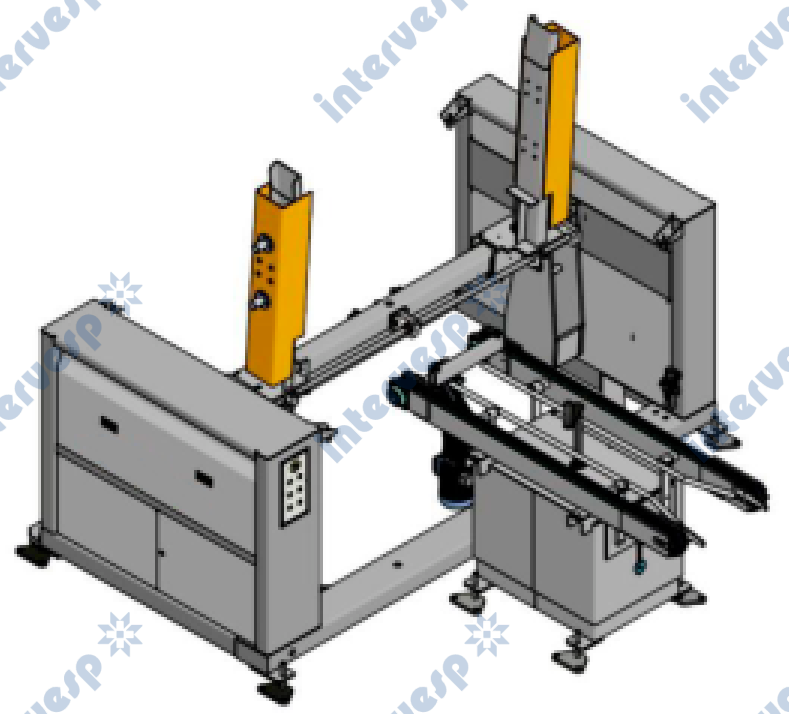
ПОЗ. 3 УСТРОЙСТВО ДЛЯ ПОВОРОТА НА 180°
Размер 3х2,8х2,3 м
ПОЗ. 4 ВТОРОЙ ГИДРАВЛИЧЕСКИЙ ГВОЗДЕЗАБИВНОЙ СТАНОК
Площадь 7,2х5,1х3,5 м
Производительность 4–6 шт./мин
Отдельная система управления ПЛК,
2 гвоздезагрузочных ящика*12 гвоздей
Гвоздезабивной пистолет 2х12 шт.
Форма позиционирования 1 комплект, настраиваемая по чертежу поддона
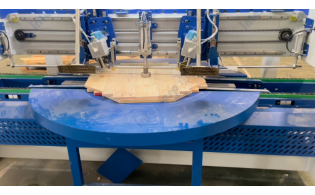
ПОЗ. 5 СТАНОК ДЛЯ ЗАРЕЗКИ УГЛОВ
Размеры 2,5*2,5*1,2 м
Станок оборудован 4мя пильными дисками
(зарезка 4 углов одновременно)
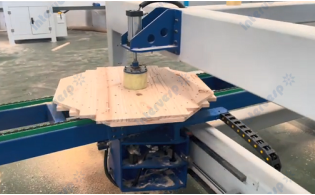
ПОЗ. 6 СТАНОК ДЛЯ СНЯТИЯ ФАСОК
Использует 6 фрез
Производительность 4–6 шт./мин
ПОЗ. 7 СТАНОК ПО НАНЕСЕНИЮ ТЕРМИЧЕСКОЙ МАРКИРОВКИ
Размеры: 2,5х2,5х1,2 м
3 нагревателя с каждой стороны
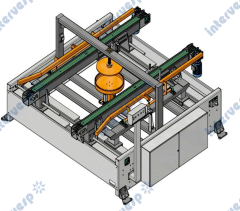
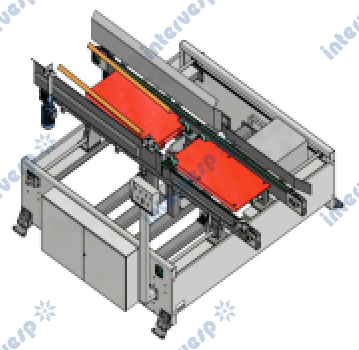
ПОЗ. 8 90° ГОРИЗОНТАЛЬНЫЙ РОТАТОР ПОДДОНОВ
Размеры: 2,0х2,4х1,3 м
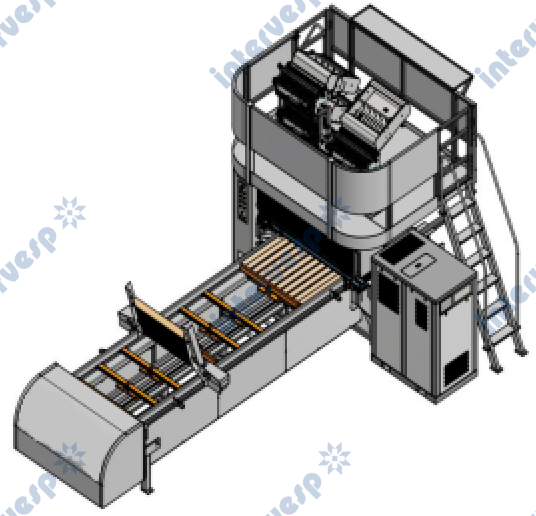
ПОЗ. 9 ВТОРОЙ 180° РОТАТОР ПОДДОНОВ
Размеры: 3,3х2,0х2,2 м
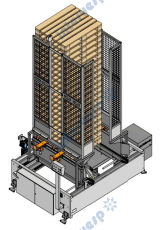
ПОЗ. 10 ГИДРАВЛИЧЕСКИЙ ШТАБЕЛЕР
Размеры: 2,5х2,4х3,7 м
Максимальная грузоподъемность: 1500 кг
Максимальная высота штабелирования: 2876 мм
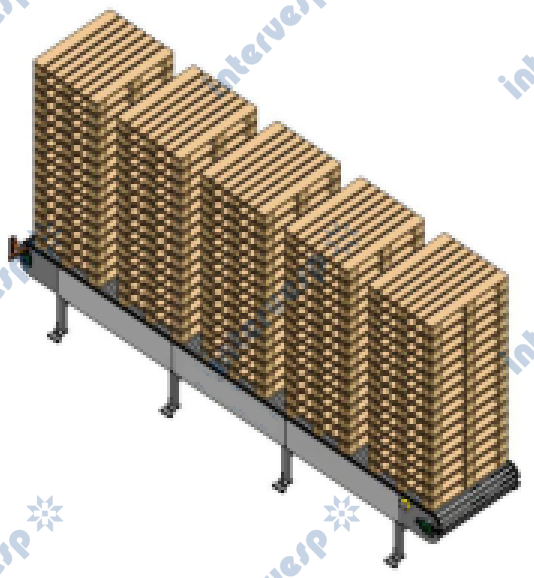
ПОЗ. 11 РАЗГРУЗОЧНЫЙ СТОЛ 6 М
Размеры: 6,1х1,5х1,0 м

ПОЗ. 12 ЗАЩИТНОЕ ОГРАЖДЕНИЕ
*Один комплект для устройства подачи блоков
*Один комплект для механического поворотного устройства на 180°

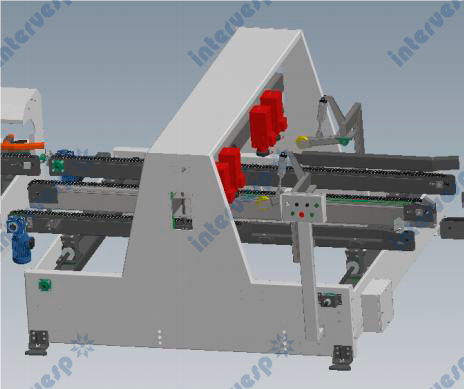
ПОЗ. 13 АВТОМАТИЧЕСКИЙ ТОРЦОВОЧНЫЙ СТАНОК (ДЛЯ БОБЫШКИ)
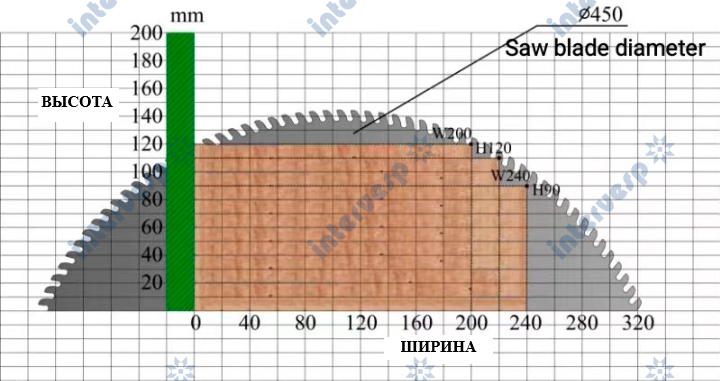
Диаметр пилы 450 мм
Максимальное сечение 120*150мм или 100*200мм
Мощность основного двигателя: 7,5кВт
Длина подающего стола 4м
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И ФОТО, СОСТАВЛЯЮЩИХ ЛИНИИ
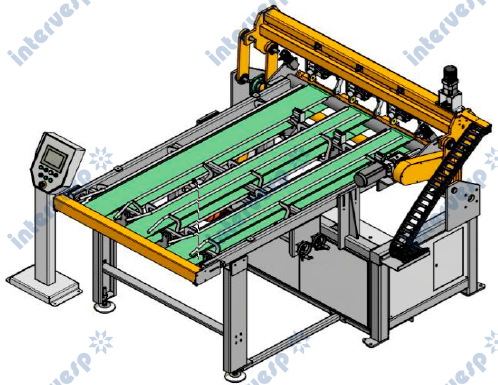
1 АВТОМАТИЧЕСКИЙ УКЛАДЧИК БОБЫШЕК
Эта станция совместима с блоками шириной 60-200 мм, имеет независимое программное управление и может осуществлять онлайн-синхронное управление с гвоздезабивной головкой
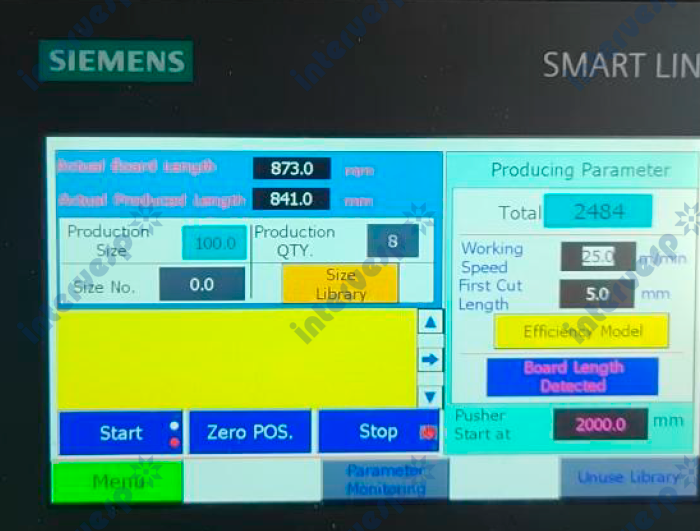
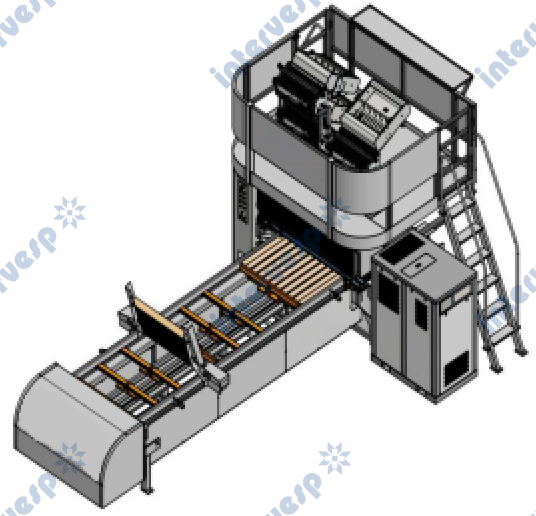
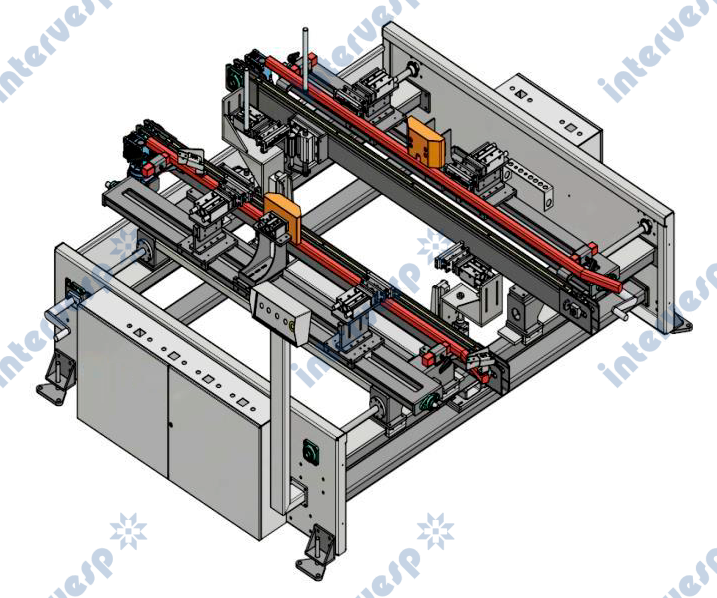
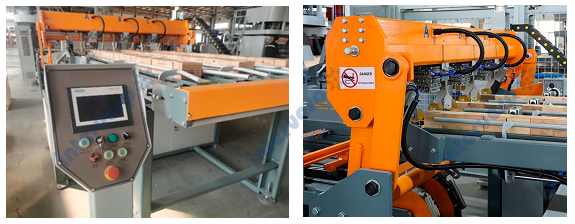
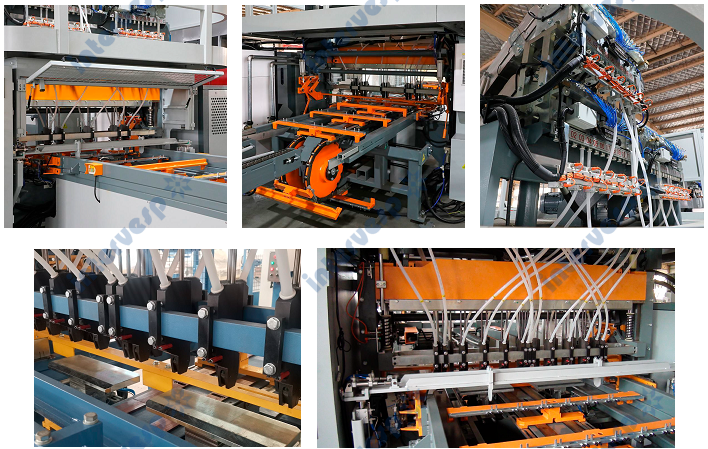
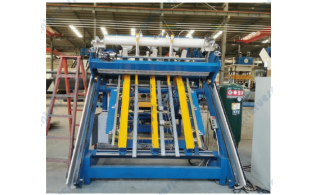
2 ПЕРВЫЙ ГИДРАВЛИЧЕСКИЙ ГВОЗДЕЗАБИВНОЙ СТАНОК
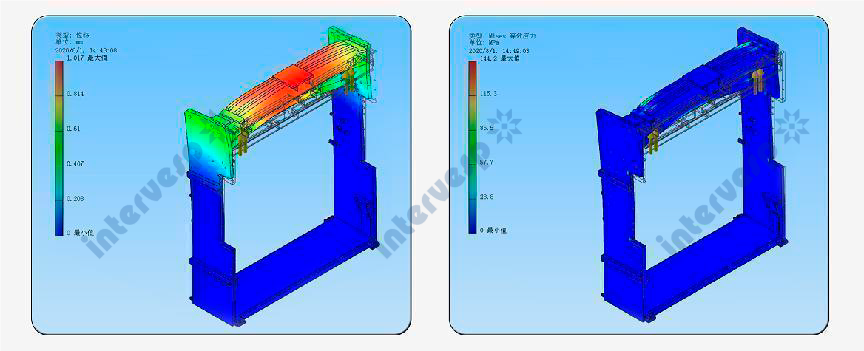
Используется программа Siemens PLC и сенсорная панель Siemens, обеспечивая стабильную работу, возможность удаленного мониторинга, свободного обновления системы, диагностики неисправностей и т.д. Портальная конструкция гвоздезабивной головки изготовлена из тщательно отобранных материалов под строгим контролем технического отдела. После многолетних испытаний на производстве, а также улучшений и оптимизаций, основные узлы станка стали более прочными и долговечными.
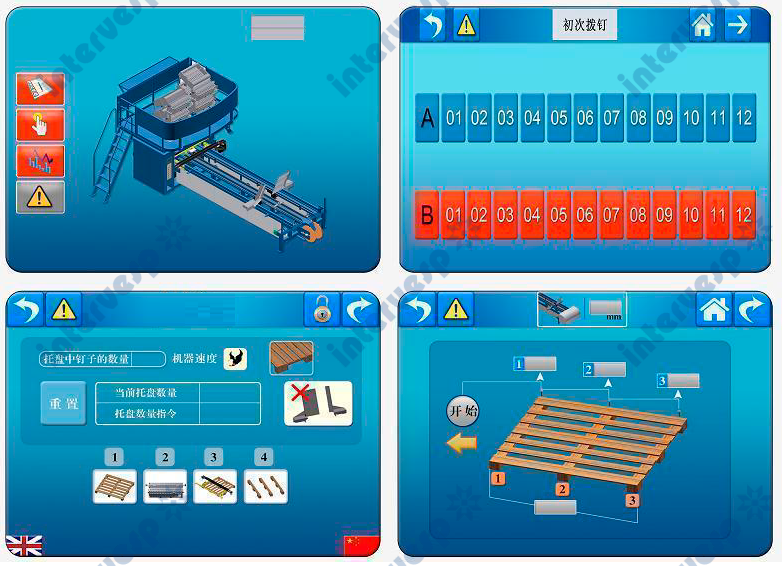
Интерфейс операционной системы оснащен функцией индикации и сброса неисправностей. Укомплектована японским сервоприводом и двигателем, обеспечивающими точное позиционирование.
Возможные функции: запуск/остановка любого гвоздезабивного контура, запуск/остановка подачи промежуточных досок (бриджа), регулировка положения гвоздей и выравнивание обеих сторон панели.
Станок оснащен тремя наборами качающихся гвоздильных магазинов, позволяющих одновременно загружать гвозди трех разных размеров.
Каждый гвоздезабивной контур оснащен функцией контроля отсутствия гвоздей, которая обеспечивает автоматическую подачу гвоздей в гвоздезабивной пистолет. Гвозди забиваются в древесину с помощью гидравлического привода гвоздезабивного пистолета. Одновременно может работать до 36 таких пистолетов.
Ударная игла (боек) гвоздезабивного пистолета изготовлена с использованием технологии утолщения и термообработки, что делает ее устойчивой к повреждениям, увеличивает срок службы и общую долговечность. Для сборки одного поддона требуется всего три цикла забивки, что легко позволяет реализовать процесс возврата к началу гвоздебивного контура.
Позиционирующая оснастка гвоздезабивного станка имеет циркуляционный тип, при этом промежуточные доски (бриджи) подаются автоматически. Оператору необходимо только укладывать лицевые панели в позиционирующую оснастку. Для перехода на другой тип поддона требуется лишь замена позиционирующей оснастки. Скорость работы цикла может быть настроена в соответствии со временем, необходимым оператору для укладки древесины.
Поддоны малой ширины могут загружаться одним оператором, в то время как для загрузки более широких поддонов требуется два человека. Также возможно изготовление специальной вспомогательной оснастки или бункерных систем, позволяющих выполнять загрузку силами одного оператора. Данный модуль требует отдельного проектирования и расчета стоимости в соответствии с чертежом поддона.

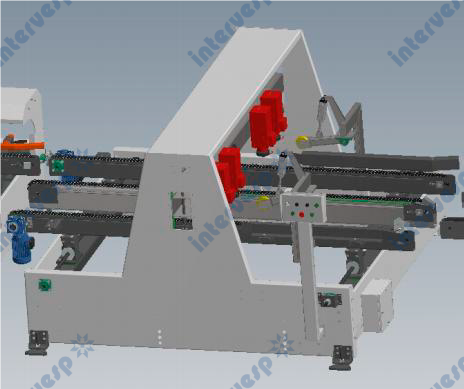
3 УСТРОЙСТВО ДЛЯ ПОВОРОТА НА 180°
Оснащена двухсторонним зажимным механизмом, что позволяет работать с большинством типов поддонов, представленных на рынке.

4 ВТОРОЙ ГИДРАВЛИЧЕСКИЙ ГВОЗДЕЗАБИВНОЙ СТАНОК
5 СТАНОК ДЛЯ ЗАРЕЗКИ УГЛОВ
6 СТАНОК ДЛЯ СНЯТИЯ ФАСОК
Использует 6 фрез, Длина поддона 800–1500 мм
Ширина поддона 800–1500 мм, Производительность 4–6 шт./мин

7 СТАНОК ПО НАНЕСЕНИЮ ТЕРМИЧЕСКОЙ МАРКИРОВКИ
Левосторонний и правосторонний двухсторонний нагрев и штамповка 3 нагревателя с каждой стороны

8 90° ГОРИЗОНТАЛЬНЫЙ РОТАТОР ПОДДОНОВ
Добавление этого поворотного стола A на 90° перед вторым поворотным устройством на 180° позволяет реализовать перекрестную (в замок) укладку поддонов, как показано на рисунке: один поддон верхом, следующий — низом. Это экономит пространство по высоте штабеля.
Без данного поворотного стола A на 90° возможна только однотипная укладка поддонов (все верхом).

9 ВТОРОЙ 180° РОТАТОР ПОДДОНОВ
Переворот поддона на 180 градусов (сверху вниз)

10 ГИДРАВЛИЧЕСКИЙ ШТАБЕЛЕР
Максимальная высота штабелирования достигает 2,8 метра, грузоподъемность — 1500 кг, что соответствует примерно 15–20 готовым поддонам.

11 РАЗГРУЗОЧНЫЙ СТОЛ

12 ЗАЩИТНОЕ ОГРАЖДЕНИЕ

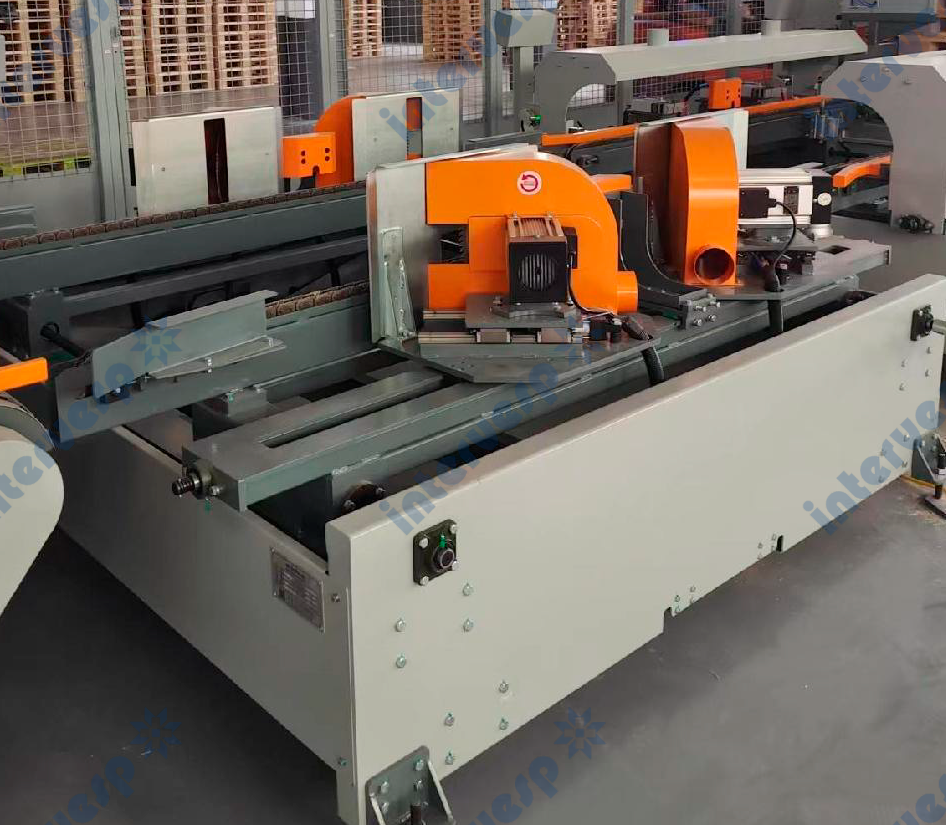
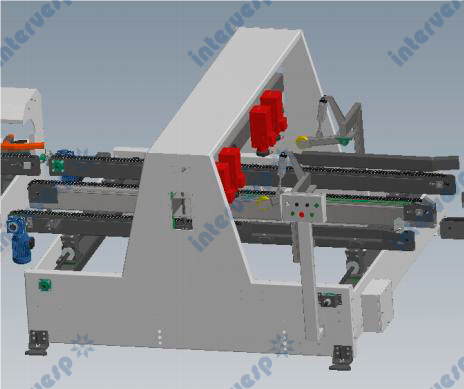
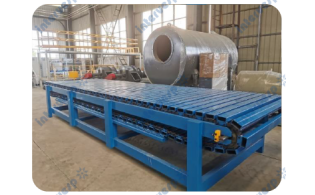
13 АВТОМАТИЧЕСКИЙ ТОРЦОВОЧНЫЙ СТАНОК (ДЛЯ БОБЫШКИ)
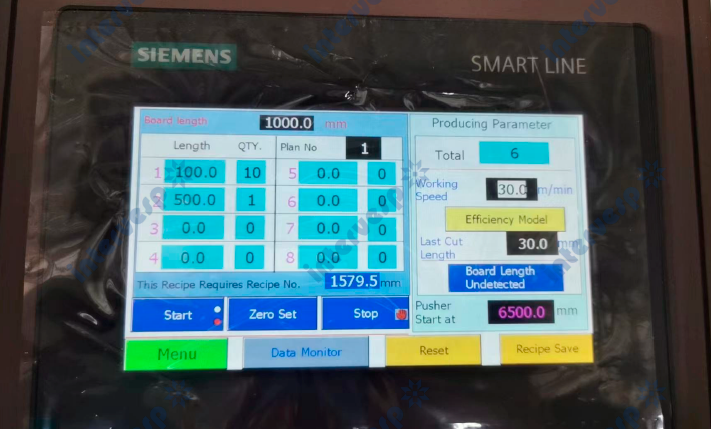
Это автоматическая торцовочная пила, которая осуществляет непрерывную и автоматическую резку с высокой точностью и эффективностью. Имеет программное управление, позволяющее предварительно задавать, редактировать и сохранять схемы распила.
Технические характеристики
Основные характеристики
| Производительность линии, шт/мин | 4-6 |
| Ширина поддона, мм | 800-1500 |
| Ширина поддона, мм | 800-1500 |
| Высота поддона, мм | 80-160 |
| Габариты линии, мм | 50х5х4 |
| Мощность линии, кВт | 114,5 |
Похожие товары
 Польша
Польша 
Станок для производства бобышки JP-4
Высота пропила, мм: 145
Диаметр пил, мм: 500
Масса станка, кг: 450
Преимущества
- прочная и надежная конструкция
- конвейерные ленты для сбора блоков - высота подъема 1,0 м - опция
- простая операция
 Италия
Италия 




Линия для производства поддонов GSI 170 / 270 TA 9
Производительность, поддонов/мин: до 6
Минимальная длина поддона, мм: 700
Максимальная длина поддона, мм: 1500
Минимальная ширина поддона, мм: 700
Максимальная ширина поддона, мм: 1500
Высота поддона, мм: 65-180
Преимущества
Италия 
Полуавтоматическая гвоздезабивочная линия для производства поддонов CHA
Производительность, поддонов/мин: до 1,5
Максимальная длина поддона, мм: 1400
Максимальная ширина поддона, мм: 1200
Преимущества
Италия 


Полуавтоматическая гвоздезабивочная линия для производства поддонов CHT
Производительность, поддонов/мин: до 5
Максимальная длина поддона, мм: 1400
Максимальная ширина поддона, мм: 1200
Преимущества
Китай 







Линия для изготовления деревянных кабельных барабанов (катушек)
Максимальный диаметр обработки, мм: 1800
Минимальный диаметр обработки, мм: 650
Преимущества
- автоматическая система забивания гвоздей
- автоматическая система сверления
- автоматическая система паллетирования
- система автоматического управления производством
Китай 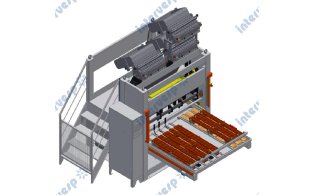

Линия для производства поддонов IMC 1000C S (полуавтомат)
Производительность, шт/мин: 1
Длинна поддона, мм: 800-1500
Ширина поддона, мм: 800-1500
Габариты линии, мм: 30х2,7х4
Мощность линии, кВт: 63,25
Преимущества
- линия предназначена для производства поддонов в полуавтоматическом режиме
- производительность линии составляет порядка 400-500 шт./8 ч
- полный цикл получения поддона
Китай 







Линия для производства поддонов №1 (ручная)
Производительность, шт/мин: 1
Длинна поддона, мм: 800-1200
Ширина поддона, мм: 800-1200
Габариты линии, мм: 30х12х6
Мощность линии, кВт: 21,2
Преимущества
- линия предназначена для производства поддонов в ручном режиме
- производительность линии составляет порядка 500 шт./8-12 ч
Китай 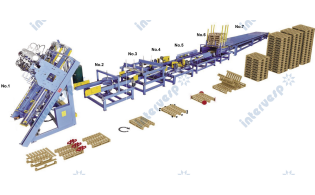








Линия для производства поддонов №2 (ручная)
Производительность, шт/мин: 1
Длинна поддона, мм: 800-1300
Ширина поддона, мм: 800-1300
Габариты линии, мм: 30х10х6
Мощность линии, кВт: 20,7
Преимущества
- линия предназначена для производства поддонов в ручном режиме
- производительность линии составляет порядка 600-700 шт./8-12 ч
Просмотренные товары
Китай 




Линия для производства поддонов №3 (ручная)
Производительность, шт/мин: 1
Длинна поддона, мм: 700-1200
Ширина поддона, мм: 700-1200
Габариты линии, мм: 12х6х6
Мощность линии, кВт: 7.9
Преимущества
- производительность линии составляет порядка 500 шт./8-12 ч
Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос