




https://intervesp.by/catalog/oborudovanie-dlya-proizvodstva-mebeli/sverlilno-prisadochnye-stanki/sverlilno-prisadochnye-stanki-s-chpu/sverlilno-prisadochnyj-stanok-s-chpu-hb642gp
Сверлильно-присадочный станок с ЧПУ HB642GP

















 Китай
Китай Основные характеристики
Количество присадочных голов, шт: 6
Верх:12в/8г (2+2, 2+2) х 2 шт / пила - Низ: 9 х 2 шт
Мощность фрезерного шпинделя (верх / низ), кВт: 6 (2шт) / 6 (2шт)
Разгрузочный стол: нет
Преимущества
- стабильность: система управления шиной, двойная станция, независимая работа
- умная работа: шесть сверлильных блоков, четыре шпинделя, новая система алгоритма, вычисление оптимальной траектории
- безопасность: прогнозирует столкновения и пересечения, применяет алгоритм предотвращения столкновений в реальном времени
- эффективность: компактность и вдвое большая эффективность одного станка


Шеф-монтаж и пуско-наладка
Осуществляем запуск поставленного оборудования

Сервис
Собственный штат наладчиков

Гарантия
Выезд специалистов во время гарантийного периода

Лизинг
Приобретение оборудования в лизинг на выгодных условиях
Получить предложение
 WhatsApp
WhatsApp  Telegram
Telegram
Сверлильно-присадочный центр с ЧПУ предназначен для высокоточного сверления сквозных и глухих отверстий в торцах и плоскостях мебельных щитов, что позволяет производить обработку любых карт присадки за один проход детали с шести сторон в сдвоенном режиме. Фрезеровка криволинейных и прямых пазов с помощью фрезы. Станина с порталом для основных узлов — это фундамент всей конструкции, от надежности и жесткости которой зависит точность сверлильно-присадочного центра на протяжении всего срока эксплуатации.
Особенности станка:
- Сверлильные узлы собраны в компактную конструкцию. При обработке отверстий под шканты и клеевых заглушек можно использовать два сверла одновременно в любом положении панели, что делает конструкцию лучше, чем обычную L-типа.
- В середине верхнего сверлильного узла имеется дополнительная аспирация, который решает проблему образования пыли на поверхности плиты.
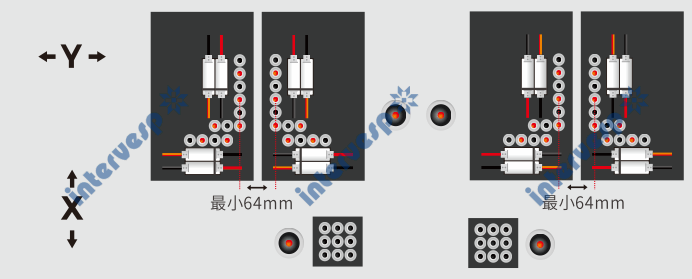
- Минимальное расстояние обработки вертикальных отверстий двойного сверлильного блока составляет 64 мм. Минимальная ширина плиты с левыми и правыми горизонтальными отверстиями двойного сверлильного блока составляет 188 мм.
- В этой же позиции фрезы установлена пила для горизонтального пазования. Применяется в мебельном производстве при пазовании, при выполнении боковых ручек и других процессов.
- Минимальный размер панели — 70 х 30 мм.
- Подача станка имеет уникальную конструкцию с отверстием в середине, поэтому небольшая панель в позиции захвата может быть просверлена. Имеется один зажим с четырьмя позиционирующими блоками, поэтому обработка небольшой панели будет более стабильна.
- Насос нагнетания независимо подает воздух только в узел сверления. Применяется только для двух верхних и одного нижнего сверлильных узлов, что делает глубину отверстия более точной.
- Умное устройство для позиционирования вверх. Позиционирование не будет подвергаться влиянию при наличии дугообразной, выгнутой панели. При прямоугольной панели можно установить центр при помощи интеллектуальной функции при отклонении диагональной линии.
- После искусственного отжига и старения обеспечивается хорошая стабильность станка при длительном использовании.
- Станок производится на большом портальном обрабатывающем центре, чем достигается высокая точность обработки узлов.
- Минимальное расстояние между верхними двойными сверлильными блоками, работающими одновременно, составляет 64 мм
- Вертикальное сверление с четырьмя сверлильными головками в квадратном формате, позволяет одновременно сверлить смежные большие и маленькие отверстия.
- Верхний шпиндель оснащен горизонтальной пилой и вертикальной фрезой. Двигатель может вести две обработки. Пила может обрабатывать паз, а боковая канавка обрабатывается с другой стороны.
- Сверхбольшой воздушный резервуар со стабилизированным давлением - делает рабочее давление более стабильным.
- Интеллектуальная система бокового выравнивания.
- Станок использует прецизионную зубчатую реечную передачу. Точность рейки — DIN6, отшлифована прецизионным шлифовальным станком. Высокая точность, не требуется специальной настройки и обслуживания.
- Сверлильный станок с ЧПУ марки HOLD оснащен высококачественной зубчатой передачей, отшлифованной с высокой точностью.
- Два зажима управляются сервоприводом для точного позиционирования. Когда захват движется быстро, нижняя панель опускается, чтобы избежать соприкосновения. Захват может быть оснащен функцией продувки, которая может сдувать пыль, чтобы избегать прижатия панели.
- Каждый обрабатывающий узел оснащен аспирацией.
- Одновременное сверление.
- Одновременная прорезка пазов вверх и вниз.
- Зеркальная обработка двух панелей.
- Поддержка файлов DXF из программного обеспечения CAD.
- Размер панели может быть считан автоматически. Возможно использование программного обеспечения для производства, отображающего информацию о толщине четырехсторонних кромок, что удобно для размещения панели.
- Поддерживает функцию моделирования, можно заранее проверить действие обработки, чтобы избежать ошибок.
- Анализ больших данных, подсчитывает время обработки каждой головки до установленного времени использования и потом предлагает заменить инструмент.
- Функция обработки статистики: статистика информации QR-кода каждой панели, время начала обработки, время окончания, затраченное время и время на размещение панелей - для упрощения управления эффективностью работы сотрудников.
- Обработанные и ожидающие обработки файлы отображаются отдельно, что удобно для проверки невыполненных задач.
- Многоосевая система ЧПУ, многоканальная технология. Одновременное сканирование и обработка для выравнивания панелей, ожидающих обработки, сокращает время сканирования кодов. В то же время, управление выгрузкой и обработкой использует многоканальную технологию управления, поэтому зажим вернется в положение приема для захвата новой панели, после выгрузки обработанной.
- По сети реализованы: технология удаленного обслуживания, обновления, резервного копирования и шинной связи, что позволяет более удобно и подробно предоставлять различную информацию о сигналах предупреждения, а также лучше подключаться к интерфейсу сигнализации системы MES.
1. Двойная рабочая станция
Две станции могут работать одновременно, станкам не нужно останавливаться и ждать друг друга, что удваивает эффективность.
2. Расположение групп сверления
Верхний блок: 2 комплекта сверлильных блоков, 1 комплект фрез, 1 комплект боковой режущей пилы
Нижний блок: 1 комплект сверлильных блоков, 1 комплект фрез
Верхний блок свёрл: (12 вертикальных головок, 8 горизонтальных головок) х 2
Нижний блок свёрл: 9 вертикальных головок
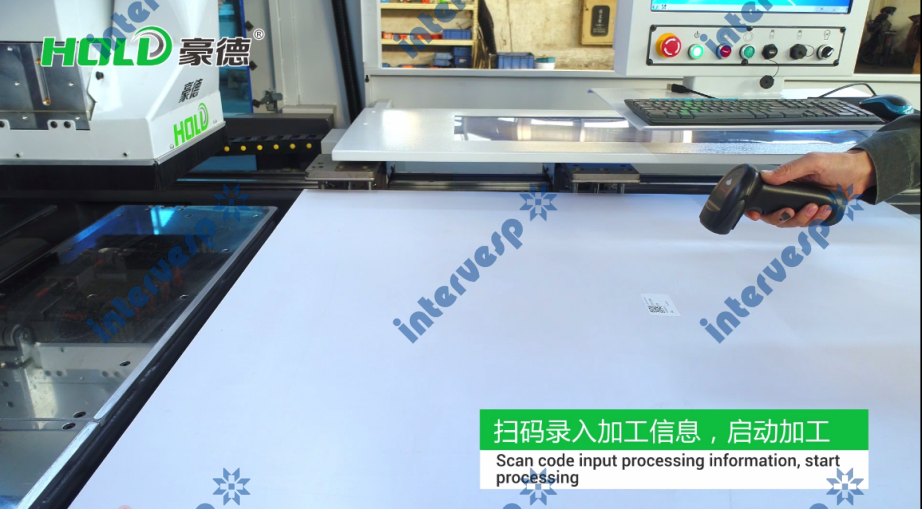
3. Система сканирования
Поддерживает сканирование штрих-кода, может автоматически загружать графические файлы обработки и создавать программы обрабатывающие ЧПУ. легко подключается к данным программного обеспечения для разделения заказов.
4. Интерфейс работы
Программное обеспечение для работы на базе Windows: мощный, простой в эксплуатации и использовании инструмент.
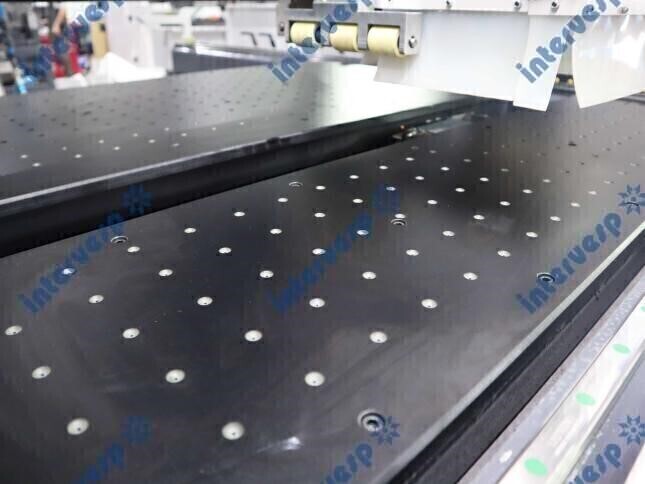
5. Столы с воздушной подушкой, подача и выгрузка панели
Стол с воздушной подушкой со стальными шариками, обеспечивает легкую загрузку, отсутствие царапин на панели.
6. Рабочий стол с воздушной подушкой
Уменьшает трение между заготовкой и столешницей, делая поверхность заготовки менее подверженной царапинам.
7. Независимая плавающая опорная платформа
Плавающая опорная плита с равномерной нагрузкой, обеспечивает точность обработки
8. Интеллектуальное боковое выравнивание
Автоматически измеряет ширину заготовок и оперативно исправляет ошибки размещения
9. Двойной захват
Двойной захватный с сервоуправлением, обеспечивает точное позиционирование. Когда захват движется быстро, нижняя панель в захвате опускается, чтобы избежать касания во время движения. В то же время, захват имеет функцию продувки воздухом, которая может сдувать пыль и предотвращать застревание доски.
10. Сверхбольшой воздушный резервуар со стабилизацией давления
Делает давление воздуха более стабильным
11 Усилитель сжатого воздуха
Поддерживает стабильное давление воздуха и обеспечивает более точную глубину сверления.
12. Большие прижимные башмаки
Повышает стабильность прижима материала, делая сверление блока более точным.
13. Линейное направляющая, управление и синхронизация
Прижимная пластина пазовального двигателя оснащена линейными направляющими и синхронизацией, что повышает стабильность прижимаемого материала.
14. Прецизионная направляющая
Монтажная поверхность направляющей обрабатывается на большом портальном центре и перфорируется с помощью числового программного управления, что обеспечивает высокую точность и большую грузоподъемность, что лучше обеспечивает устойчивость работы при высокоскоростной обработке.
15. Высокоточная реечная передача
2М стойка обеспечивает большую контактную поверхность, высокую несущую способность и стабильную передачу.
16. Автоматическая система смазки
Регулируемая автоматическая смазка продлевает срок службы оборудования.
17. Электронная система управления
Низковольтное электрооборудование от известных брендов, которое обладает высокой помехозащищенностью и обеспечивает более плавную и стабильную работу.
18. Система сервоуправления
Высокопроизводительный сервопривод шины с двигателем абсолютного значения, обладает сильной способностью к помехоустойчивости. Нет необходимости возвращаться к базовой точке, что позволяет избежать ошибок по точности, вызванной помехами переключателя базовой точки.
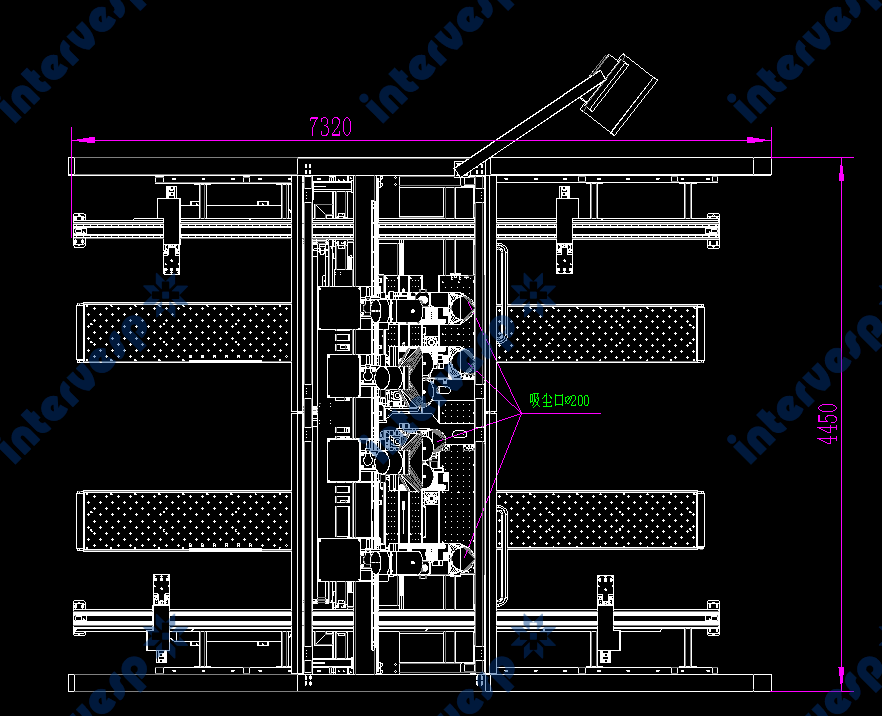
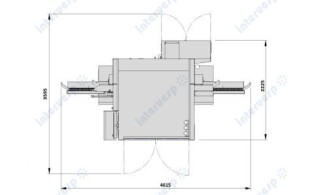
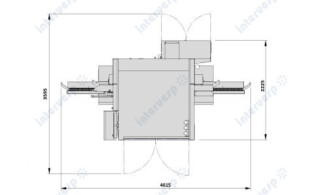
Схема расположения станка
Технические характеристики
Основные характеристики
| Диапазон размеров обработки | |
| Минимальная ширина, мм | 30 |
| Максимальная ширина, мм | Левая станция≤850мм правая станция≤650мм |
| Минимальная длина, мм | 120 |
| Максимальная длина, мм | 3100 |
| Минимальная толщина, мм | 9 |
| Максимальная толщина, мм | 55 |
| Сверлильный узел | |
| Верхняя вертикальная сверлильная голова | 12шт x 4 |
| Верхняя горизонтальная сверлильная голова | По оси X:(2+2)x4 по оси Y:(2+2)x4 |
| Нижняя вертикальная сверлильная голова | 9шт x 2 |
| Максимальная скорость позиционирования | |
| Скорость по осям X /U, м/мин | 130 |
| Скорость оси Y, м/мин | 100 |
| Скорость оси Z, м/мин | 30 |
| Скорость оси А, м/мин | 60 |
| Скорость оси V, м/мин | 100 |
| Скорость оси W, м/мин | 30 |
| Пазовальный и фрезерный шпиндель | |
| Общая мощность, кВт | 46 |
| Мощность двигателя шпинделя, кВт | 6 кВт х 4 |
| Скорость вращения шпинделя, об/мин | 18000 |
| Прочие данные | |
| Отверстие для аспирации | Верхнее φ200ммx4 Нижнее φ100ммX2 |
| Габариты станка, мм | 7300x4450x1800 |
| Вес нетто, кг | 7000 |
Похожие товары
 Италия
Италия 
Сверлильный центр с ЧПУ morbidelli cx100
Макс. длина заготовки, мм: 3050
Мин. длина заготовки, мм: 200
Макс. ширина заготовки, мм: 900
Мин. ширина заготовки, мм: 70
Преимущества
Италия 
Сверлильный центр с ЧПУ morbidelli cx100 R
Макс. длина заготовки, мм: 3050
Мин. длина заготовки, мм: 200
Макс. ширина заготовки, мм: 900
Мин. ширина заготовки, мм: 70
Электрошпиндель, кВт: 5,5
Преимущества
Италия 

Сверлильный центр с ЧПУ morbidelli cx210
Макс. длина заготовки, мм: 3050
Мин. длина заготовки, мм: 200
Макс. ширина заготовки, мм: 1300
Мин. ширина заготовки, мм: 50
Преимущества
Италия 
Сверлильный центр с ЧПУ morbidelli cx220
Макс. длина заготовки, мм: 3050
Мин. длина заготовки, мм: 200
Макс. ширина заготовки, мм: 1300
Мин. ширина заготовки, мм: 50
Преимущества
Италия 
Универсальный сверлильно-присадочный станок с ЧПУ и пазовой пилой STARTECH CN PLUS F23L
Макс. длина обрабатываемой панели, мм: 3050
Мин. длина обрабатываемой панели, мм: 200
Макс. ширина обрабатываемой панели, мм: 900
Мин. ширина обрабатываемой панели, мм: 80
Преимущества
Италия 
Универсальный сверлильно-присадочный станок с ЧПУ и пазовой пилой STARTECH CN PLUS R F23L
Макс. длина обрабатываемой панели, мм: 3050
Мин. длина обрабатываемой панели, мм: 200
Макс. ширина обрабатываемой панели, мм: 900
Мин. ширина обрабатываемой панели, мм: 80
Преимущества
- Фрезерный электрошпиндель мощностью 5,5 кВт
Италия 
Универсальный сверлильно-присадочный станок с ЧПУ и пазовой пилой STARTECH CN PLUS
Макс. длина обрабатываемой панели, мм: 3050
Мин. длина обрабатываемой панели, мм: 200
Макс. ширина обрабатываемой панели, мм: 900
Мин. ширина обрабатываемой панели, мм: 80
Преимущества
Италия 
Универсальный сверлильно-присадочный станок с ЧПУ и пазовой пилой STARTECH CN V
Макс. длина обрабатываемой панели, мм: 3050
Мин. длина обрабатываемой панели, мм: 300
Макс. ширина обрабатываемой панели, мм: 800
Мин. ширина обрабатываемой панели, мм: 90
Преимущества
Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос