




https://intervesp.by/catalog/oborudovanie-dlya-proizvodstva-mebeli/kromkooblicovochnye-stanki/avtomaticheskie-kromkooblicovochnye/avtomaticheskij-kromkooblicovochnyj-stanok-ne463sk
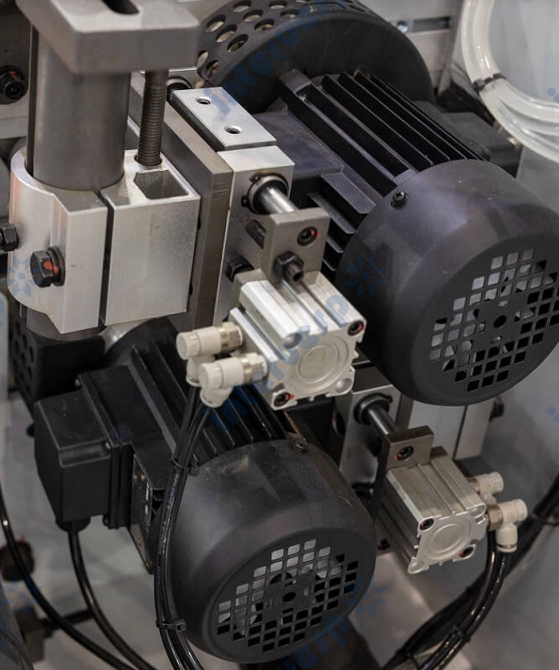
Автоматический кромкооблицовочный станок NE463SK




 Китай
Китай Основные характеристики
Скорость подачи, м/мин: 15/20
Толщина детали, мм: 10-60
Тип клея: EVA
Габариты станка, мм: 6300х1100х1600
Преимущества
- узел обгонки углов Round
- верхняя клеевая ванна с предплавителем
- пневмоперенастройка Quick Set (узел снятия свесов, радиусная цикля)
- очищающие жидкости
- лампа нагрева заготовки


Шеф-монтаж и пуско-наладка
Осуществляем запуск поставленного оборудования

Сервис
Собственный штат наладчиков

Гарантия
Выезд специалистов во время гарантийного периода

Лизинг
Приобретение оборудования в лизинг на выгодных условиях
Получить предложение
 WhatsApp
WhatsApp  Telegram
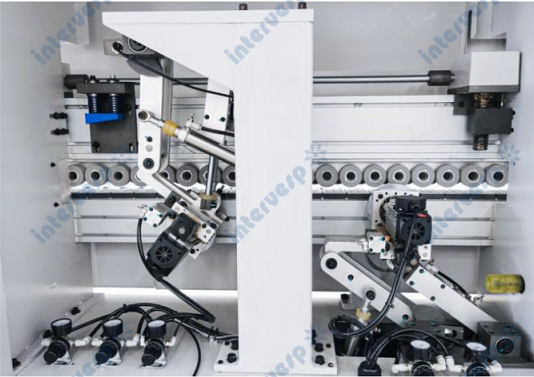
Telegram Назначение: Автоматический односторонний кромкооблицовочный станок промышленного класса предназначен для облицовки прямолинейных деталей кромками из следующих материалов: ПВХ, АБС, меламин, шпон рулонах толщиной до 3 мм. Станок имеет удобную сенсорную панель управления.
Цельносварная станина высокой прочности из стальных профилей и листов, обеспечивает жесткость и стабильность конструкции.
Комплектация:
- Узел нанесения разделяющей жидкости
- Предварительное фрезерование
- Инфракрасная лампа предварительного нагрева края панели
- Верхняя клеевая ванна с предплавителем
- Узел приклейки с прижимными роликами
- Узел торцовки кромочного материала (2-х моторный)
- Чистовой узел снятия свесов (2-ухмоторный) с пневматической перенастройкой на 2-ве толщины
- Узел 2-х моторной обкатки углов (Round)
- Узел радиусной циклевки с пневматической перенастройкой на 2-ве толщины
- Узел клеевой циклевки
- Пневмо-отрыватель стружки off-cut
- Спрей нанесения очищающей жидкости
- Полировальный узел
Описание узлов:

Узел подачи разделяющей жидкости, расположен перед узлом предварительного фрезерования торца заготовки и предназначен предотвратить налипания клея на поверхность панели.
2 форсунки одновременно наносят жидкость сверху и снизу заготовки. Регулировка подачи необходимого количества жидкости. Разделительный агент, остающийся на верхней и нижней поверхностях панели после предварительного фрезерования, используется для предотвращения прилипания клея, вытекающего из панели, к верхней и нижней поверхностям панели.
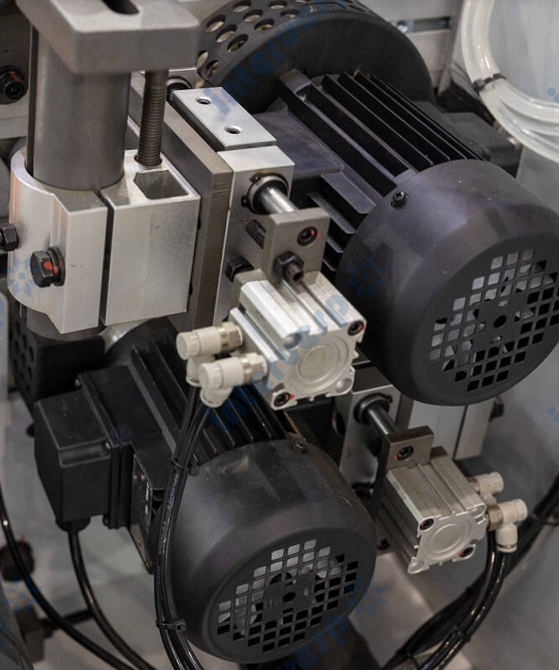
Узел предварительного фрезерования
Предназначен для предварительной прифуговки, для удаления микросколов, ступеньки от подрезной пилы.
Автоматический обдув торца заготовки от стружки.
Два двигателя противоположного вращение с автоматическим подводом/отводом в зону обработки с помощью пневмоцилиндров дополнительно оснащенных цифровыми счетчиками для более удобной регулировки:
Регулировка по высоте, позволяет максимально использовать весь ресурс инструмента.
Весь узел установлен в отдельном полностью закрытом пылезащитным кожухом.

Инфракрасная лампа нагрева панели
Предварительный нагрев торца панели создает нужную основу для качественной приклейки кромки.
Рабочая температура инфракрасной лампы до 300 ℃.
Особо актуальна в зимний период времени.

Верхняя клеевая ванна с предплавителем
Система предварительного расплава имеет высокую скорость нагрева, оснащена бункером для непрерывной подачи в клеевую ванну, которая расположена сверху клее наносящего ролика.
Верхний Клеевой бункер объемом около 5 л.
Клеевая ванна с возможностью быстрого съема.
Имеется визуальная индикация наполнения бункера.
Регулировка температуры в предплавителе и клеевой ванне происходит с пульта управления.
Технологически идеальное использование свойств клея, подготавливается количество клея, которое необходимо для работы, нет перегрева большого объема клея как в случае использования стандартной нижней клеевой ванны. Удобный и быстрый переход с разных оттенков клея.
Автоматическая подача клея из резервного бункера. Бункер находится в станине станка.
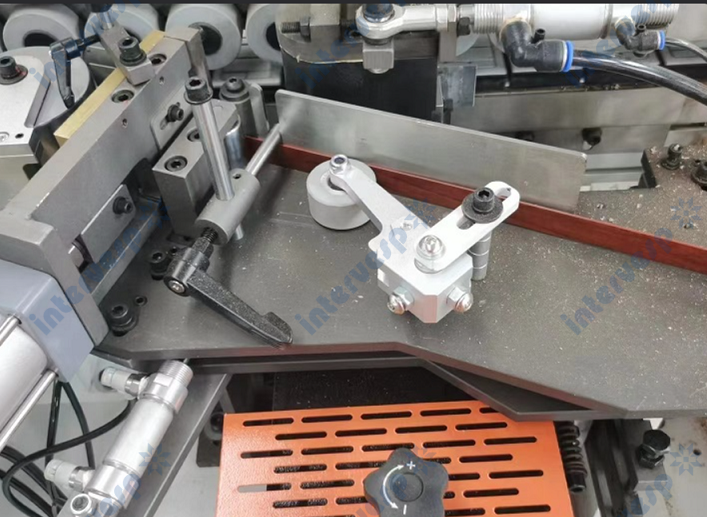
Гильотина для обрезки кромки
Боковой прижимной ролик для плавного и надежного сопровождения кромки в рабочую зону. Встроенная гильотина на пневматическом цилиндре от AirTEC, рассчитан для высокой производительности.
Пресс группа
Состоит из одного подающего ролика большого диаметра Ø 100 мм и трех малого диаметра Ø 65 мм обеспечивая надежный прижим кромочного материала на торец панели.
Регулировка площадки пресс группы на толщину кромочного материала осуществляется с помощью цифрового счетчика.
Каждый ролик оснащен индивидуальным пневмоцилиндром и клапаном регулировки давления.

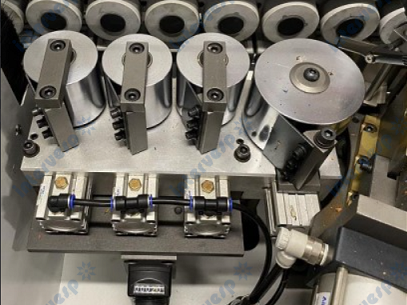
Узел торцовки
Торцевая обрезка с двумя двигателями, движущимися по линейным направляющим под углом:
Два независимых высокочастотных двигателя обрезают
кромку по передней и задней части панели.
Благодаря точному движению по линейной направляющей, обеспечивается плавность резки.
Автоматической системой смазки направляющих, оснащен японским цилиндром SMC и редукционным клапаном.
Расстояние между деталями составляет около 650 мм
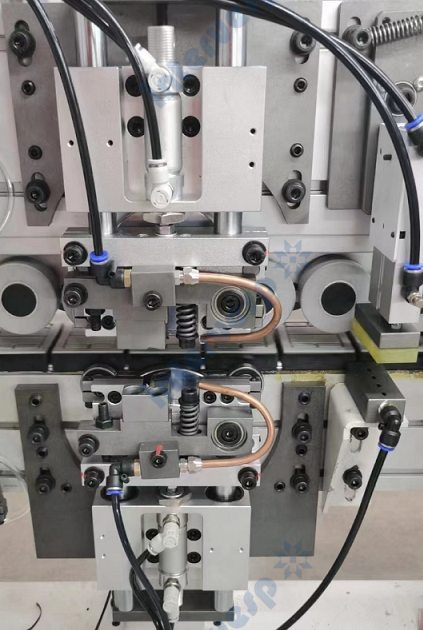
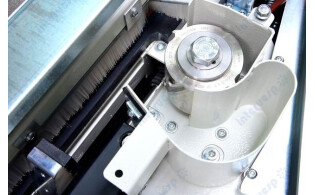
Узел 2-х моторной обкатки углов
Узел предназначен для профильного фрезерования передних и задних стыков кромки (углов).
Две Фрезы Ø 70 мм
Движение за счет пневматических цилиндров.
Возможно выбрать индивидуальную обработку угла стыков кромки.
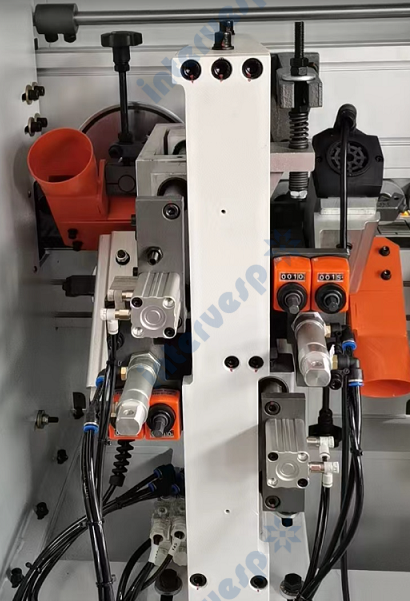
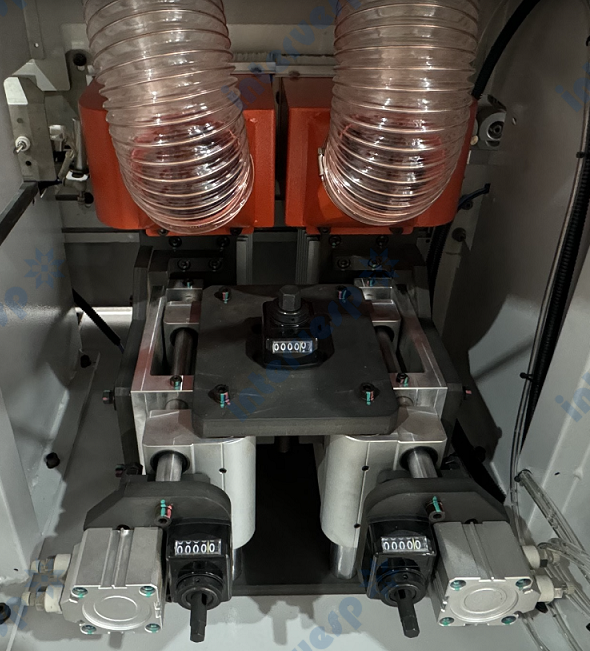
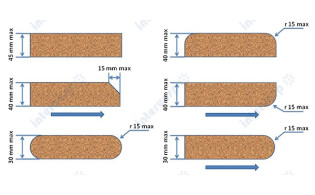
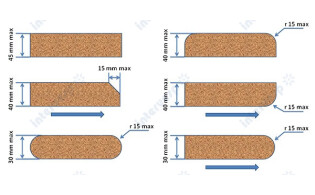
Узел снятия свесов
Автоматическая перенастройка узла с помощью пневматики на 2 вида кромки.
Быстрое и удобное позиционирование узла в рабочей зоне с пульта управления.
Цифровые счетчики для тонкой ручной регулировки.
Точность позиционирования заготовки за счет копиров большого диаметра - Ø 180 мм по плоскости сверху и снизу, а также круглых конусных копиров Ø 120 мм в торец заготовки.
На каждом двигателе установлены фрезы R2
Система аспирации эффективно убирает стружку из зоны обработки.
Узел радиусной циклевки
Автоматическая перенастройка узла с помощью пневматики на 2 вида кромки.
Цифровые счетчики для тонкой ручной регулировки.
Быстрое и удобное позиционирование узла в рабочей зоне с пульта управления.
Предназначен для удаления микроволны на обработанной радиусной поверхности кромки после узлов фрезерования.
Ножи радиусом R2, с охлаждением, путем подачи сжатого воздуха непосредственно на сами ножи.
Настройка происходит с помощью цифровых счетчиков.
Точность позиционирования заготовки за счет копиров большого диаметра Ø 180 мм по плоскости с верху и с низу, а также круглых конусных копиров Ø 120 мм в торец заготовки.

Пневмо-отрыватель стружки off-cut
Служит для отрыва стружки(ворсы) которая образовывается после узла радиусной циклевки, что позволяет избежать наматывания стружки на полировальные круги.
Состоит из:
опорной площадки;
верхнего двухсекционного пневмоприжима.
Процесс полностью автоматический.
Узел плоской циклевки
Автоматическая перенастройка узла с помощью пневматики.
Быстрое и удобное позиционирование узла в рабочей зоне с пульта управления.
Экономия времени на перенастройку.
Предназначен для идеальной финишной обработки поверхности заготовки по плоскости для снятия излишков клея.
За счет двух четырехсторонних циклевочных пластин с плоским сечением ножа, расположенных сверху и снизу заготовки, убирает остатки клея и подчищает от микро неровностей.
Точность позиционирования заготовки за счет копиров большого диаметра по плоскости с верху и с низу.

Подача очищающей жидкости
Узел очищающей жидкости, расположен перед узлом полировки и предназначен для устранения следов клея, потёков, пыли, как на стандартных так и деликатных поверхностях.
2 форсунки одновременно наносят жидкость сверху и снизу заготовки.
Регулировка подачи необходимого количества жидкости.
Улучшает качество обработанной детали и обладает антистатическим эффектом.
Полировальный узел с осцилляцией
Узел полировки с кругами из двухслойной ткани необходим для финишной обработки кромки. Придает блеск обработанной поверхности, очищает от загрязнений.
Осциляция позволяет равномерно использовать рабочую поверхность полировальных кругов.
Система управления
Отдельно вынесен пульт управления с сенсорным дисплеем Touch SCREEN.
Интерфейс работы интуитивно понятен и прост: информация о состоянии машины доступна с первого взгляда.
Максимальное удобство эксплуатации
Отображение процессов и диагностической информации.
Оперативное решение проблем с помощью кода ошибок отображаемых на мониторе пульта управления.
Вывод общей информации использования моточасов станка.
Учет метража кромочного материала.

Система автоматической смазки
Автоматическая система смазки направляющих основных узлов станка:
Узел двухмоторной торцовки;
Цепь конвейера.
Расположение на видном месте для визуального контроля уровня жидкости.
Регулировка частоты подачи смазочного материала на агрегаты.
Технические характеристики
Основные характеристики
| Скорость подачи, м/мин | 15/20 |
| Мощность двигателя подачи, кВт | 2,2 |
| Толщина кромочного материала, мм | 0,4 - 3 |
| Толщина детали, мм | 10 - 60 |
| Минимальная длина панели, мм | 150 |
| Минимальная ширина панели, мм | 60 |
| Нагрев панели | да |
| Регулировка прижимной балки | Электропривод |
| Система настройки на толщину кромки | пневмоперенастройка Quick Set (узел снятия свесов, радиусная цикля) |
| Мощность двигателя прифуговки, кВт | 2 x 2,2 |
| Параметры фрез, мм | Ø 100 x 30 H40 |
| Обороты двигателя, об/мин | 12 000 |
| Мощность двигателей торцовки, кВт | 2 x 0,37 |
| Пилы торцовки, мм | Ø 100 x 22 |
| Мощность двигателей узла снятия свесов, кВт | 2 x 0,75 |
| Фрезы узла снятия свесов кромки, мм | Ø 69; Z4 |
| Обороты, об/мин | 12 000 |
| Радиус инструмента циклевки, мм | R2 |
| Узел плоской циклевки | да |
| Мощность двигателей полировки, кВт | 2 x 0,37 |
| Требуемое давление сжатого воздуха, Бар | 6 |
| Габариты, мм | 6300х1100х1600 |
| Масса, кг | 2450 |
Похожие товары
 Италия
Италия 


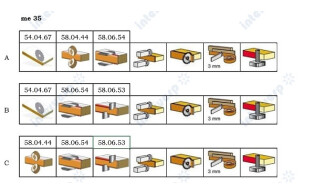
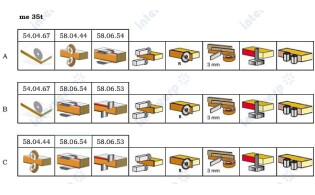

Кромкооблицовочный станок me 35t
Скорость подачи: 7 м/мин
Толщина заготовки: 8 ÷ 50 мм
Преимущества
- Компактный станок
- Узел прифуговки
- Опция: раунд углов
Италия 

Кромкооблицовочный станок me 28t
Скорость подачи, м/мин: 7
Толщина заготовки, мм: 12 ÷ 50
Толщина кромки, мм: 0,4 ÷ 3 (5)
Преимущества
- Компактный станок
- Узел прифуговки
Италия 
Преимущества
Италия 


Кромкооблицовочный станок ME 25
Скорость подачи, м/мин: 7
Толщина заготовки, мм: 12 ÷ 50
Толщина кромки, мм: 0,4 ÷ 3
Преимущества
Италия 
Преимущества
- Торцовочный узел с функцией РАДИУС
- Устройство быстрой замены клеевой ванны
Италия 
Преимущества
- Обгонка угла
- Инфракрасная керамическая лампа по-догрева края панели
- Клеевая ванна для полиуретанового клея с системой быстрой очистки
Италия 
Преимущества
- Обгонка угла
- Торцовочный узел с 2 двигателями
- Ванна "SGP-E"
Италия 
Автоматический кромкооблицовочный станок olimpic k 560
Скорость подачи , мм: 12-18
Преимущества
Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос