




https://intervesp.by/catalog/oborudovanie-dlya-proizvodstva-mebeli/kromkooblicovochnye-stanki/avtomaticheskie-kromkooblicovochnye/avtomaticheskij-kromkooblicovochnyj-stanok-olimpic-k-560-r
Автоматический кромкооблицовочный станок olimpic k 560 R



 Италия
Италия Основные характеристики
Скорость подачи , мм: 12-18
Преимущества
- Обгонка угла
- Ванна SGP


Шеф-монтаж и пуско-наладка
Осуществляем запуск поставленного оборудования

Сервис
Собственный штат наладчиков

Гарантия
Выезд специалистов во время гарантийного периода

Лизинг
Приобретение оборудования в лизинг на выгодных условиях
Получить предложение
 WhatsApp
WhatsApp  Telegram
Telegram ОСНОВНЫЕ ПРЕИМУЩЕСТВА

ВЫСОКОЕ КАЧЕСТВО ОБРАБОТКИ благодаря УЗЛУ ОБРАБОТКИ УГЛОВ С 2-мя ДВИГАТЕЛЯМИ, который позволяет выполнять одновременное снятие свесов по пласти и по торцам.

КРОМКООБРЕЗНОЕ УСТРОЙСТВО R-K: БЫСТРЫЙ ПЕРЕХОД ОТ НАНЕСЕНИЯ ТОНКОЙ КРОМКИ К НАНЕСЕНИЮ ТОЛСТОЙ КРОМКИ ИЛИ МАССИВА С 3 АВТОМАТИЧЕСКИМИ РАБОЧИМИ ПОЛОЖЕНИЯМИ.

TOUCH 7: ИСПОЛЬЗОВАНИЕ СТАНКА В ОДНО “ПРИКОСНОВЕНИЕ”.
ОБЩЕЕ ОПИСАНИЕ
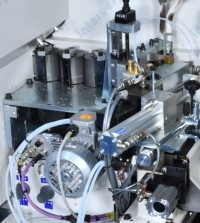
Автоматический односторонний кромкооблицовочный станок для приклеивания кромки при помощи горячего клея-расплава на прямолинейные щитовые детали с четырех сторон, с последующей финишной обработкой.
Цельносварная станина высокой прочности из стальных профилей и листов обеспечивает отсутствие вибрации. Отверстия со скатом стружки, которая не была отведена аспирацией, к полу.
Верхняя прижимная балка сделана из сварных изогнутых профилей и поддерживается стальными колоннами. Конструкция, с расположенными на ней рабочими группами, обеспечивает отсутствие вибраций.
Два ряда прижимных обрезиненных роликов (на подшипниках) с высоким коэффициентом сцепления. Ролики закрыты кожухом.
Ручная настройка прижимной балки со стороны входа в станок с механическим цифровым индикатором (счетчиком)
Верхние обрабатывающие узлы механически крепятся к прижимной балке, что обеспечивает их автоматическое позиционирование в зависимости от толщины детали посредством регулировки прижимной балки. Нижние узлы крепятся к горизонтальной балке и обеспечивают высокую точность позиционирования относительно обрабатываемой детали. Все высокочастотные электродвигатели снабжены статическим инвертором.
Станок закрыт кожухом по всей длине и имеет окна из поликарбоната для визуального отслеживания процесса обработки.
2 дверцы для доступа к рабочим узлам: первая дверца с электромеханической блокировкой для клеевой группы, вторая дверца с электромеханической блокировкой остальных рабочих групп.
Патрубки аспирации для обрабатывающих групп расположены сверху станка.
Подвижный пульт управления со стороны входа в станок для удобства оператора.
Электрошкаф расположен внутри станины и имеет дверцу для легкого доступа при осуществлении сервисных работ. Электрошкаф соответствует современным нормам безопасности.
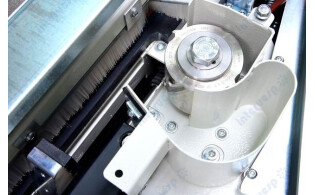
Подающий транспортер

С пластинами, покрытыми резиной с высоким коэффициентом трения, закрепленными на 1-1/4-дюймовой промышленной цепи.
Перемещение пластин транспортера происходит по двум шлифованным закаленным стальным направляющим, одной - круглого сечения, другой - плоской, что обеспечивает прямолинейность перемещения и устойчивость к боковым нагрузкам. Ручной процесс смазки.
Суппорт с поддерживающими роликами расположен параллельно подающей ленте. Суппорт имеет длину на весь станок и может выдвигаться благодаря телескопической системе раскрытия. Поддерживающие пластиковые ролики имеют стальные шарниры.
Электронное устройство контроля "Touch 7"

Основные характеристики:
- цветной сенсорный экран 7” – формата 16:9;
- графическое изображение всех групп обрабатывающих узлов и их состояние (вкл./выкл.);
- графическое моделирование обработки, проводимой на каждой стороне детали;
- 60 настраиваемых программ работы;
- управление обрабатывающими узлами и автоматический запуск двигателей;
- полное управление станком благодаря функции ПЛК и энкодеру, расположенному на шестерне подающей ленты;
- отображение и настройка температуры клеевой ванны;
- выбор первой или второй подачи без изменения программы;
- простая диагностика с поиском быстрых решений для любых сбоев;
- частичные и абсолютные статистические показатели: количество деталей, обрабатываемая кромка, время включения станка, движение ленты;
- рабочая температура: от 0° до +45°C;
- возможность выбора единицы измерения в мм или дюймах.
olimpic k 560 компоновка"T-ER2" (40)

ПРИМЕЧАНИЕ
В станке предусмотрено свободное место для установки следующих опциональных узлов:
(½) = Клеевые цикли
НОРМЫ БЕЗОПАСНОСТИ
Станок выполнен в соответствии с нормами безопасности стран, в которые он поставляется.
Внимание! Для некоторых стран необходимо выбрать соответствующую опцию, предусмотренную в прайс-листе.
Напряжение 400 В
Частота 50 Гц
Узел прифуговки "RT-V"

Предназначен для выравнивания облицовываемой кромки щитовой детали в целях формирования ровной поверхности для наклеивания кромочного материала и получения идеальной линии стыка кромки с пластью.
- два высокочастотных электрошпинделя, снабженные системой автоматического подвода/отвода от заготовки в требуемые моменты времени для предотвращения сколов;
- стружкоприемники;
- обдув с подачей воздуха в заданные моменты времени для чистки обработанной поверхности;
- ручная настройка величины съема путем изменения положения входной направляющей линейки (механизм с ручкой и индикатором положения). Направляющей линейки оснащена приводом для автоматической перенастройки между двумя рабочими положениями (для работы с включенным или отключенным узлом прифуговки);
- регулировка фрез по высоте для возможности изменения их рабочего участка;
- в комплекте алмазные фрезы (H=49 мм – D=100 мм – Z=2+2) (максимальная толщина детали 45 мм).
Клеевой узел "VC-S4.1"
Автоматическое приклеивание при помощи клея-расплава кромки в рулонах и полосовой кромки на щитовые детали.
Клеевая ванна
- независимый привод для непрерывной циркуляции и возврата клея;
- антиадгезионное покрытие, облегчающее процедуру замены клея;
- клеенаносящий валец с особым рифлением для повышения равномерности и оптимизации нанесения;
- система “Fastlock” для быстрого отсоединения клеевой ванны;
- цифровое регулирование температуры клея;
- функция автоматического снижения температуры в случае паузы в работе станка для продления срока годности клея;
- двойная система терморегулирования для удобства использования двух типов клея с различающимися температурами плавления;
- регулировка расхода клея.
Подвод кромки
- привод подающего вальца и первого прикатывающего вальца от единого двигателя;
- подающий валец для автоматического подвода кромки в момент поступления заготовки;
- гильотина для автоматической отрезки рулонной кромки;
- диск - держатель рулона;
- устройство автоматической подачи полосового кромочного материала;
- 2 сменных подающих ролика: игольчатый для подачи кромки из массива и для тонких и пластиковых кромок.
Блок прикатывающих вальцов
- первый валец большого диаметра с приводом и фрикционным торможением;
- 3 прикатывающих ролика, первые два из которых противоположно конусные для обеспечения оптимального давления на края;
- пневматическая регулировка прижимного усилия вальцов;
- настройка положения вальцов на толщину наклеиваемой кромки посредством рукоятки с цифровым индикатором.
Торцовочный узел "K/SEL"

Служит для обрезки свесов кромки на переднем и заднем торцах детали (в том числе для плит софтформинга/ постформинга).
- два высокочастотных электрошпинделя;
- автоматическая регулировка угла поворота пил 0-15°;
- безлюфтовое движение электрошпинделей по призматическим направляющим на линейных подшипниках с циркуляцией шариков;
- копиры для точной установки пил относительно детали;
- стружкоприемники;
- пилы в комплекте.
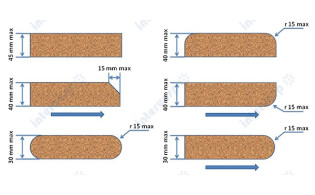
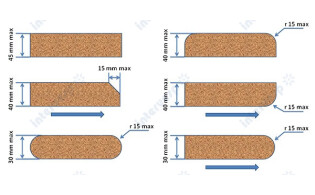
Фрезерный узел для снятия свесов “R-K”

Служит для снятия свесов кромочного материала вдоль верхней и нижней пласти детали.
- два высокочастотных электрошпинделя;
- 3 автоматических позиции для обработки трех типов кромок: тонкая кромка, радиусная кромка и массив древесины;
- копиры для точной установки фрез относительно детали: дисковые вертикальные и скользящие фронтальные;
- стружкоприемники;
- ручки и цифровые индикаторы для выполнения регулировки;
- ручной отвод узла в нерабочее положение;
- в комплекте комбинированные инструменты.
Узел обкатки углов “ROUND X”

Служит для обкатки прямых и профильных углов и снятия свесов кромочного материала вдоль верхней/нижней пласти детали.
- два высокочастотных электрошпинделя;
- безлюфтовое движение электрошпинделей по призматическим направляющим на линейных подшипниках с циркуляцией шариков;
- вертикальные и фронтальные копиры для точной установки фрез относительно детали;
- автоматическая перенастройка между двумя рабочими положениями;
- автоматический отвод узла в нерабочее положение;
- независимый выбор типа обработки: снятие свесов или обкатка углов;
- стружкоприемники;
- радиусные фрезы (R=2) с напайными ножами в комплекте.
Циклевочный узел "RAS/K"

Удаляет с пластиковых кромок риски, оставляемые фрезами в процессе снятия свесов.
- дисковые копиры для точной регулировки точки работы инструментов на детали;
- автоматический отвод узла в нерабочее положение;
- ручки и цифровые индикаторы для выполнения регулировки;
- стружкоприемники и фильтр для сбора отходов;
- в комплекте с ножами.
Пакет электрической подготовки K 560
Возможность последующей установки на станок дополнительных узлов, представленных в прайс-листе.
- устройство антиадгезионной обработки AAR;
- узел клеевой цикли RC-N;
- полировальный узел SP-V;
- устройство распыления технологической жидкости для деликатных типов кромок;
- устройство распыления технологической жидкости для финишной обработки кромки.
Разделитель заготовок на входной направляющей линейке

Позволяет выдерживать правильное расстояние между деталями при их подаче.
Альтернативная клеевая ванна "SGP" с ручной регулировкой расхода

Позволяет выполнять быстрый переход между типами/цветами применяемого клея. Клеевая ванна поставляется вместо ванны базовой комплектации с ручной загрузкой клея или клеевой ванны с устройством предварительного плавления.
Характеристики:
- специальная компактная конструкция, сокращающая количество расплавленного клея, ожидающего нанесение, что позволяет максимально сохранить его качество;
- антиадгезионное покрытие для нанесения клеев EVA или PU;
- клеенаносящий валец с оптимизированной насечкой и антиадгезионным плазменным покрытием;
- ручной цикл опорожнения с выгрузкой остатков клея в съемный контейнер;
- автоматическая блокировка для предотвращения вытекания клея на неподвижном станке (патент SCM GROUP);
- ручная регулировка расхода с градуированным индикатором;
- реверсивное вращение клеевого ролика
- устройство быстрого отсоединения для удобного снятия и замены клеевой ванны;
- быстрый и удобный доступ для чистки внутренних поверхностей ванны с возможностью снятия всех деталей;
- короткое время нагрева клея во время запуска станка благодаря небольшим размерам устройства;
- двойная система терморегулирования для удобства использования двух типов клея с различающимися температурами плавления.
Технические данные:
- время нагрева от комнатной температуры: <10 мин;
- время нагрева при использовании предплавителя: < 5 мин;
- вместимость: 0,5 кг при использовании устройства предварительного плавления или 1,5 кг при ручной загрузке;
- установленная мощность: 2,23 кВт.
Клеевая цикля

Позволяет устранять излишки клея из шва между панелью и кромкой, возможен также съём незначительного излишка кромки (0,1 мм для кромки толщиной 1 мм). Возможно применение для обработки панелей, после производственного цикла “нестинг”.
Оснащение:
- вертикальный копир с 3 опорными точками качения;
- сменные одноразовые ножи;
- устройства продувки для очистки ножей;
- исключение группы из работы при помощи пневмоцилиндра;
- вытяжные кожухи.
SP-V" узел полирования

С двумя независимыми двигателями для очистки/полировки кромки
Технические данные:
Мощность двигателя: 0,13 кВт.
Скорость вращения инструмента: 1.400 об/мин.
Технические характеристики
Основные характеристики
| Скорость подачи, мин | 12-18 |
| Толщина деталей (заготовок), мм | 8-60 |
| Толщина полосовой кромки, мм | 0,4-6 |
| Толщина кромки в рулонах, мм | 0,4-3 |
| Макс. сечение кромки в рулонах, мм | 135 |
| Диаметр дискового держателя кромки, мм | 780 |
| Расстояние между двумя последовательными деталям, мми | 600 |
| Минимальная длина детали (100 мм мин. шир.), мм | 140 |
| Мин. длина детали для кромки в рулонах, мм | 180 |
| Мин. длина детали для полосовой кромки, мм | 220 |
| Мин. ширина детали (при мин длине 210 мм) * (60 мм с модификацией настройки узла), мм | 95(60*) |
| Выдвижение роликового суппорта (опоры), мм | 560 |
| Узел прифуговки "RT-V" | |
| Максимальное сечение съема, мм | 55 |
| Максимальная глубина съема, мм | 3 |
| Толщина детали с инструментами H=64 мм, мм | 8-45 (**60) |
| Мощность двигателей, кВт | 1,5 |
| Диаметр фрез, мм | 100 |
| Высота фрез, мм | 49 |
| Скорость вращения фрез, об/мин | 9000 |
| ** для фрез с H=64 мм | |
| Клеевая ванна | |
| Мощность нагревательных элементов, кВт | 3 |
| Время нагрева, мин | 12 |
| Емкость ванны, кг | 1,5 |
| Торцовочный узел "K/SEL" | |
| Мощность двигателей, кВт | 0,35 |
| Скорость вращения пил, об/мин | 12000 |
| Фрезерный узел для снятия свесов “R-K” | |
| Мощность двигателей, кВт | 0,55 |
| Скорость вращения фрез, об/мин | 12000 |
| Минимальная толщина деталей с радиусом, мм | 12 |
| Ширина свесов, мм | 2+2 |
| Вертикальные/фронтальные копиры | Диск/скольжение |
| Радиус инструмента, мм | 2 |
| Узел обкатки углов “ROUND X" | |
| Мощность двигателей, кВт | 0,35 |
| Скорость вращения фрез, об/мин | 12000 |
| Толщина детали, мм | 0,4-3 |
| - прямой угол | 10-50 |
| - профильный угол (зависит от типа профиля) | 10-30/40 |
| Минимальная длина детали, мм | 140 |
| Минимальная ширина детали, мм | 100 |
| Максимальная рабочая скорость при обкатке углов, м/мин | 12 |
| Максимальная рабочая скорость при снятии свесов, м/мин | 18 |
| Дистанция между деталями, мм | 600 |
| Вертикальные/фронтальные копиры | дисковый /скользящий |
| Радиус инструмента, мм | 2 |
| Циклевочный узел"RAS/K" | |
| Минимальная толщина панели, мм | 12 |
| Вертикальные/фронтальные копиры | диск/диск |
| Радиус инструмента, мм | 2 |
| Выдвижение роликового суппорта (опоры), мм | 560 |
| Рабочая высота, мм | 900 |
Похожие товары
Италия 


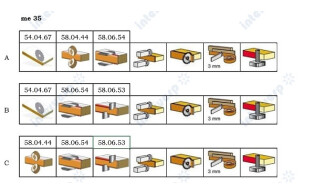
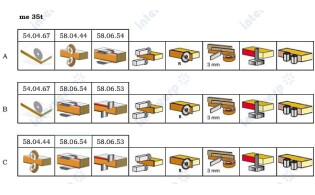

Кромкооблицовочный станок me 35t
Скорость подачи: 7 м/мин
Толщина заготовки: 8 ÷ 50 мм
Преимущества
- Компактный станок
- Узел прифуговки
- Опция: раунд углов
Италия 

Кромкооблицовочный станок me 28t
Скорость подачи, м/мин: 7
Толщина заготовки, мм: 12 ÷ 50
Толщина кромки, мм: 0,4 ÷ 3 (5)
Преимущества
- Компактный станок
- Узел прифуговки
Италия 
Преимущества
Италия 


Кромкооблицовочный станок ME 25
Скорость подачи, м/мин: 7
Толщина заготовки, мм: 12 ÷ 50
Толщина кромки, мм: 0,4 ÷ 3
Преимущества
Италия 
Преимущества
- Торцовочный узел с функцией РАДИУС
- Устройство быстрой замены клеевой ванны
Италия 
Преимущества
- Обгонка угла
- Инфракрасная керамическая лампа по-догрева края панели
- Клеевая ванна для полиуретанового клея с системой быстрой очистки
Италия 
Преимущества
- Обгонка угла
- Торцовочный узел с 2 двигателями
- Ванна "SGP-E"
Италия 
Автоматический кромкооблицовочный станок olimpic k 560
Скорость подачи , мм: 12-18
Преимущества
Получить консультацию
Обратный звонок
Получить предложение
Заявка отправлена! Спасибо за Ваш запрос